CO2レーザーとYAGレーザー、どちらを選ぶべきか迷っていませんか。波長や適性素材、加工方法によって最適なレーザーは異なるため、単純な優劣では判断できません。CO2レーザーは非金属(アクリル・木材・布・革・ガラス・樹脂)の加工が得意な一方、YAGレーザーは金属(鉄・ステンレス・チタン・銅・アルミ)の精密加工に強みを持ちます。
本記事ではCO2レーザーとYAGレーザーの違いを波長・素材適性・コスト・加工速度の観点から比較表付きで整理し、ファイバーレーザーやUVレーザーまで含めた素材別の選び方を解説します。創業51年、CO2レーザー加工機とYAGレーザー加工機の双方を保有する精密板金メーカー、株式会社巴製作所の現場知見をもとにお伝えします。
そもそもレーザー加工とは
レーザー加工とは、特定の波長を持つ強力な光(レーザー光)をレンズで集光し、その熱エネルギーで材料を切断・溶接・マーキング・彫刻する加工方法です。「光の色」にあたる波長は発振方式によって異なり、波長ごとに材料への吸収率が変わります。
同じ素材でも波長が違えば吸収されるか反射されるかが変わり、結果として加工性能に大きな差が生まれます。たとえばCO2レーザー(波長10.6μm、遠赤外線域)は非金属に強く吸収され、YAGレーザー(波長1.06μm、近赤外線域)は金属に強く吸収されます。これが「金属=YAG/非金属=CO2」という選定の起点になる物理的な根拠です。
巴製作所の技術情報ページでは、当社が対応するレーザー切断・溶接・曲げの工程を解説しています。レーザー加工の全体像を把握したうえで、CO2とYAGの違いを順に見ていきましょう。
CO2レーザーとは
CO2レーザー(炭酸ガスレーザー)は、二酸化炭素・窒素・ヘリウムの混合ガスを発振媒質とするレーザーです。波長は10.6μm(遠赤外線域)で、有機材料や非金属への吸収率が高いという特徴があります。発振効率が高く、出力を大きく取りやすいため、厚物の切断や高速加工に向いています。
当社では、日平トヤマ製のCO2レーザー加工機を導入しており、4尺×8尺(約1,219mm×2,438mm)の大型板材にも対応する高出力・高精度な切断が可能です。CO2レーザーの導入は昭和57年(1982年)と古く、43年以上の運用実績の中で加工ノウハウを蓄積してきました。
CO2レーザーの主な用途
- 非金属の切断・彫刻:アクリル板、木材、革、布、紙、ゴム、樹脂などの切断・彫刻
- 厚物金属の切断:SUS、鉄、ハステロイなど、酸素アシストガスを使った中厚板〜厚板の切断
- 大型板材の高速切断:4尺×8尺クラスの大判材料を効率良く切り出す用途
- 看板・ディスプレイ製作:アクリル文字や立体造形物のカット
巴製作所のハステロイのCO2・YAGレーザー切断事例のように、難削材の中厚板でもCO2レーザーで対応した実績があります。

YAGレーザーとは
YAGレーザーは、Nd:YAG(ネオジム添加イットリウム・アルミニウム・ガーネット)と呼ばれる固体結晶を発振媒質とするレーザーです。波長は1.06μm(近赤外線域)で、金属への吸収率が高く、CO2レーザーが苦手とする金属の精密加工で本領を発揮します。ビーム径を絞りやすく熱影響範囲(HAZ)が小さいため、薄板の微細加工や高品質な切断面が要求される用途に適しています。
当社ではアマダ製のYAGレーザー加工機(加工範囲1,000mm×1,000mmクラス)を平成11年(1999年)に導入し、薄板SUSの繊細な加工を担う中核設備として運用しています。CO2レーザーでは反射してしまう銅やアルミも、波長1.06μm帯のYAGレーザーであれば吸収率が改善され、加工が現実的になります。
YAGレーザーの主な用途
- 薄板金属の精密切断:SUS、鉄、チタン、ばね材など板厚0.1mm〜2mm級の精密カット
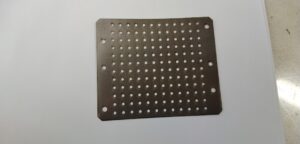
- 微細穴加工:φ0.1mmクラスの微細穴を多数開ける用途
- 反射素材の加工:銅・アルミ・真鍮など、CO2レーザーでは反射されやすい素材
- 溶接:薄板同士の精密溶接、点付け、シーム溶接
- マーキング:金属表面への型番・ロゴ・QRコードの刻印
巴製作所ではYAGレーザーによるSUS微細穴加工のような事例で、極薄ステンレスの精密加工を行っています。

CO2レーザーとYAGレーザーの違い【比較表】
ここからはCO2レーザーとYAGレーザーを6つの観点で比較します。波長の違いが起点となり、得意素材・切断品質・速度・運用コストに連鎖的に差が生まれる構造を理解すると、選定の判断軸が明確になります。
355nm
紫外線域
低熱影響・精密
1.06μm
近赤外線
金属精密加工
1.07μm
近赤外線
金属高速切断
10.6μm
遠赤外線
非金属・厚板
短波長(左)ほど精密加工に強く、長波長(右)ほど非金属・厚板に強い傾向。
波長・出力・適性素材の比較表
| 項目 | CO2レーザー | YAGレーザー |
|---|---|---|
| 波長 | 10.6μm(遠赤外線) | 1.06μm(近赤外線) |
| 発振媒質 | 炭酸ガス(CO2) | Nd:YAG結晶(固体) |
| 得意素材 | 非金属(アクリル・木材・布・革・ガラス・樹脂) +厚物金属(SUS・鉄) |
金属全般(鉄・SUS・チタン・銅・アルミ・真鍮) |
| 苦手素材 | 銅・アルミ(反射しやすい) | 有機材料(吸収率が低い) |
| 切断速度 | 厚板で速い | 薄板で安定 |
| 熱影響(HAZ) | やや大きい | 小さい |
| 代表機種(当社保有) | 日平トヤマ製(4尺×8尺対応) | アマダ製(1,000×1,000mm) |
もっとも重要なのは「波長=光の色」が物理的に素材吸収率を決定する点です。10.6μmの遠赤外線は有機材料の分子振動を励起しやすく、1.06μmの近赤外線は金属の自由電子に効率良く吸収されます。これがCO2とYAGの本質的な棲み分けの根拠です。
切断品質・速度の違い
切断面の品質と加工速度では、用途によって優劣が逆転します。一般論として、薄板の精密切断はYAGレーザーが、厚板の高速切断はCO2レーザーが優位です。
| 加工対象 | CO2レーザー | YAGレーザー |
|---|---|---|
| SUS薄板(〜2mm) | ○ | ◎ 切断面シャープ・歪み小 |
| SUS中厚板(3〜6mm) | ◎ 速度・コスト両立 | ○ 切断可(速度劣る) |
| SUS厚板(6mm超) | ◎ 高出力で対応 | △ 出力的に厳しい |
| 銅・アルミ薄板 | △ 反射で不安定 | ○ 吸収率良好で加工可 |
| 反射が強い銅厚板 | × | △ 慎重な条件出しが必要 |
巴製作所では、SUS304薄板プレートのレーザー切断事例のようにCO2レーザーとYAGレーザーを使い分けて、微細加工から大判加工まで幅広くカバーしています。
マーキング・彫刻での違い
マーキング・彫刻用途では、被加工材の種類が選定の決め手となります。アクリル・木材・革のレーザー彫刻はCO2レーザーが標準ですが、金属表面に型番やロゴを刻印する場合はYAGレーザーまたはファイバーレーザーが選ばれます。CO2レーザーで金属表面に直接マーキングする場合は、専用のマーキング塗料を併用するのが一般的です。
溶接・接合での違い
レーザー溶接では、薄板の点付けやシーム溶接にYAGレーザー(またはファイバーレーザー)が広く採用されています。ビーム径を絞れるためHAZが小さく、歪みを抑えた精密溶接が可能だからです。CO2レーザーの溶接は産業用途では一部に限られ、現在の主流ではありません。当社ではSUS304ステンレス箱体のレーザー溶接のように、レーザー溶接機を活用した歪みを抑える加工に対応しています。
関連レーザーとの比較
レーザー加工の選定では、CO2とYAGに加えてファイバーレーザーとUVレーザーも視野に入れると、より最適な工法を選べます。
ファイバーレーザーとの違い
ファイバーレーザー(波長1.07μm)はYAGレーザーと近い波長帯を持ち、金属吸収率が高い点で共通します。違いは発振方式で、ファイバーレーザーは光ファイバー内で発振するためビーム品質が安定し、エネルギー効率も高い点が特徴です。薄板金属の高速切断・量産でファイバーレーザーが主流になりつつあります。
| 項目 | YAGレーザー | ファイバーレーザー |
|---|---|---|
| 波長 | 1.06μm | 1.07μm |
| 発振方式 | 固体結晶(Nd:YAG) | 光ファイバー |
| ビーム品質 | 安定 | 非常に高い |
| エネルギー効率 | 中 | 高(30%以上) |
| 得意領域 | 微細加工・繊細な仕上がり | 薄板の高速切断・量産 |
| 運用コスト | 中 | 低(メンテナンス頻度低) |
巴製作所はYAGレーザー加工機を保有しており、特に薄板SUSの微細加工・試作領域で実績を積んできました。
UVレーザーとの違い
UVレーザー(紫外線レーザー、波長355nm前後)はCO2やYAGとはまったく異なる短波長帯のレーザーで、光化学反応によって素材を分解・除去する「コールドプロセス」に近い加工が可能です。熱影響が極めて小さいため、フレキシブル基板(FPC)や半導体パッケージ、医療機器の精密加工に採用されています。
UVレーザーとCO2レーザーは、加工メカニズム(熱加工 vs 光化学加工)と適用領域が大きく異なります。一般的な板金加工ではCO2・YAG・ファイバーが中心で、UVレーザーは電子部品・医療機器など特殊用途で使われます。
素材別 適正レーザー早見表
素材ごとに適したレーザー方式をまとめると、選定の起点が明確になります。次のフローチャートで2段階の判断軸を整理し、その後の早見表で素材別の評価を確認できます。
-
加工対象は金属?非金属?
- 非金属(アクリル・木材・布・革)CO2レーザー
- 金属Step 2 へ
-
板厚と精度の優先順位は?
- 薄板(〜2mm)で精密性重視YAG / ファイバー
- 中厚板〜厚板(3mm以上)で速度重視CO2 / ファイバー
- 反射素材(銅・アルミ)ファイバー(YAGも可)
- 超精密・低熱影響(電子部品など)UVレーザー

| 素材 | CO2 | YAG | ファイバー | UV | 備考 |
|---|---|---|---|---|---|
| SUS(薄板) | ○ | ◎ | ◎ | ○ | 精密性ならYAG/UV、量産性ならファイバー |
| SUS(中厚板) | ◎ | ○ | ◎ | × | 厚物切断はCO2かファイバー |
| 鉄・SS400 | ◎ | ○ | ◎ | × | 酸素アシスト併用が多い |
| 銅・アルミ | △ | ○ | ◎ | ○ | 反射対策でYAG以上が必須 |
| チタン | ○ | ◎ | ◎ | ○ | 不活性ガス雰囲気が必要 |
| アクリル・樹脂 | ◎ | × | × | ○ | 非金属はCO2が標準 |
| 木材・革 | ◎ | × | × | △ | CO2レーザー彫刻機の主用途 |
| FPC・電子部品 | △ | ○ | ○ | ◎ | 熱影響を抑えるならUV |
表の評価は一般論であり、実際の最適解は板厚・要求精度・量産規模・コストによって変動します。当社の対応素材ページでは、SUS・鉄・チタン・ハステロイなど巴製作所が加工してきた素材を一覧で公開しています。
コスト・運用面の比較
初期投資・ランニングコスト・メンテナンス頻度の観点でも、CO2とYAG、そしてファイバーには差があります。
| 項目 | CO2レーザー | YAGレーザー | ファイバーレーザー |
|---|---|---|---|
| 初期投資 | 中 | 中 | 高(近年は低下傾向) |
| ランニング | ガス補充・光路鏡調整 | 励起ランプ交換 | 低(消耗品少) |
| メンテナンス頻度 | 定期的 | 定期的 | 少ない |
| 消費電力 | 大 | 中 | 小 |
| 稼働可能時間 | 長 | 長 | 長 |
運用コストの観点ではファイバーレーザーが優位ですが、既存設備でCO2・YAGの加工ノウハウを蓄積している場合、無理に置き換えるよりも適材適所で使い分けるほうが品質と納期の両面で有利になることが多くあります。当社は複数レーザー設備の保有を強みとし、CO2・YAGを素材や用途に応じて使い分ける運用を確立しています。
用途・業種別の選び方ガイド
業種・用途別に推奨されるレーザーを整理しました。実際の選定では、加工サンプルでの試し切りや条件出しが品質を担保する近道です。
- 食品機械・厨房機器:SUS304の衛生性が要求される領域。薄板はYAG、中厚板はCO2の使い分けが定石。食品機械部品の加工事例を参照ください。
- 半導体製造装置:高精度・低熱影響が必須。YAGまたはファイバーが標準で、特殊用途でUVレーザーも選定肢に。
- 化学プラント・配管:耐食性のSUSやハステロイ、特殊合金が中心。中厚板〜厚板はCO2、難削材はYAGとの使い分け。
- 看板・ディスプレイ:アクリル・樹脂中心の用途。CO2レーザー一択。
- 試作・1個作り:図面なしのスケッチ段階からでも対応可能な工場が多い。当社でも試作1個からのご相談を承っています。
レーザー選定でお悩みでしたら、CO2・YAG両方を保有する巴製作所にご相談ください。素材や用途に応じた最適な加工方法をご提案します。試作1個や、図面のない手書きスケッチからのご相談にも対応しています。
お問い合わせはこちらまとめ
CO2レーザーとYAGレーザーの違いは、波長(10.6μm vs 1.06μm)に起点があり、得意素材・切断品質・運用コストに連鎖して現れます。「金属=YAG/非金属=CO2」を選定の起点として、ファイバーやUVも含めた素材別の適正をふまえつつ、仕上がり・速度・コスト・安全の4軸でバランス判断するのが失敗しない選び方です。
巴製作所では、創業51年にわたって精密レーザー加工に向き合い続け、CO2レーザー加工機(日平トヤマ製)とYAGレーザー加工機(アマダ製)の両方を保有することで、素材や用途に応じた最適な加工を提供しています。SUS・鉄・チタン・ハステロイ・タングステンといった多様な素材で、試作1個から量産まで対応可能です。
レーザー加工の選定や具体的な加工内容について、内容にもよりますがまずはご相談を承っています。図面が固まっていない段階でも、加工目的や素材を伺ったうえで最適な工法をご提案いたします。
お問い合わせはこちら