「CO2レーザーで金属は切れるのか」と検索して、このページにたどり着いた方も多いのではないでしょうか。結論を先にお伝えすると、CO2レーザーでも金属は切れます。ただし、実務の金属切断では用途によって機種を使い分けているのが実情です。インターネット上には「CO2は金属に弱い」という情報と「CO2でも切れる」という情報が混在し、どちらが正しいのか迷ってしまう方も少なくありません。本記事では、CO2レーザーの波長10.6μmと金属の反射・吸収の関係、酸素アシスト切断の仕組み、CO2が本当に得意な非金属素材まで、板金加工の現場目線で整理します。検索意図にまっすぐ答える形で、最初の見出しから結論をお示しします。
結論|CO2レーザーで金属は切れるが、実務では使い分けがある
まず疑問への即答です。CO2レーザーでも、鉄やステンレスといった金属は切断できます。実際にCO2レーザー加工機は長年にわたり金属板金の切断に使われてきました。一方で、近年は金属切断にYAGレーザーやファイバーレーザーを選ぶ場面が増えています。これは「CO2では切れないから」ではなく、波長や効率の違いによる適材適所の結果です。
CO2レーザーは波長10.6μmの遠赤外線を使い、酸素などのアシストガスと組み合わせて金属を切ります。厚めの軟鋼やステンレスの切断では、今も有効な選択肢です。逆に、薄板や反射率の高い金属を高速で切る用途では、波長1.06μm前後のYAG・ファイバーが有利になります。つまり「切れる・切れない」の二択ではなく、素材・板厚・求める仕上がりで最適な機種が変わるという理解が正確です。
CO2とYAGの違いを総合的に比較したい場合は、CO2レーザーとYAGレーザーの違いもあわせてご覧ください。本記事は「CO2で金属は切れるのか」という疑問に絞って深掘りします。
なぜ「CO2レーザーは金属に弱い」と言われるのか
CO2レーザーが金属に弱いと語られる背景には、光の波長と金属表面の物理的な相性があります。ここを押さえると、巷の情報の食い違いがすっきり理解できます。
波長10.6μmと金属の反射
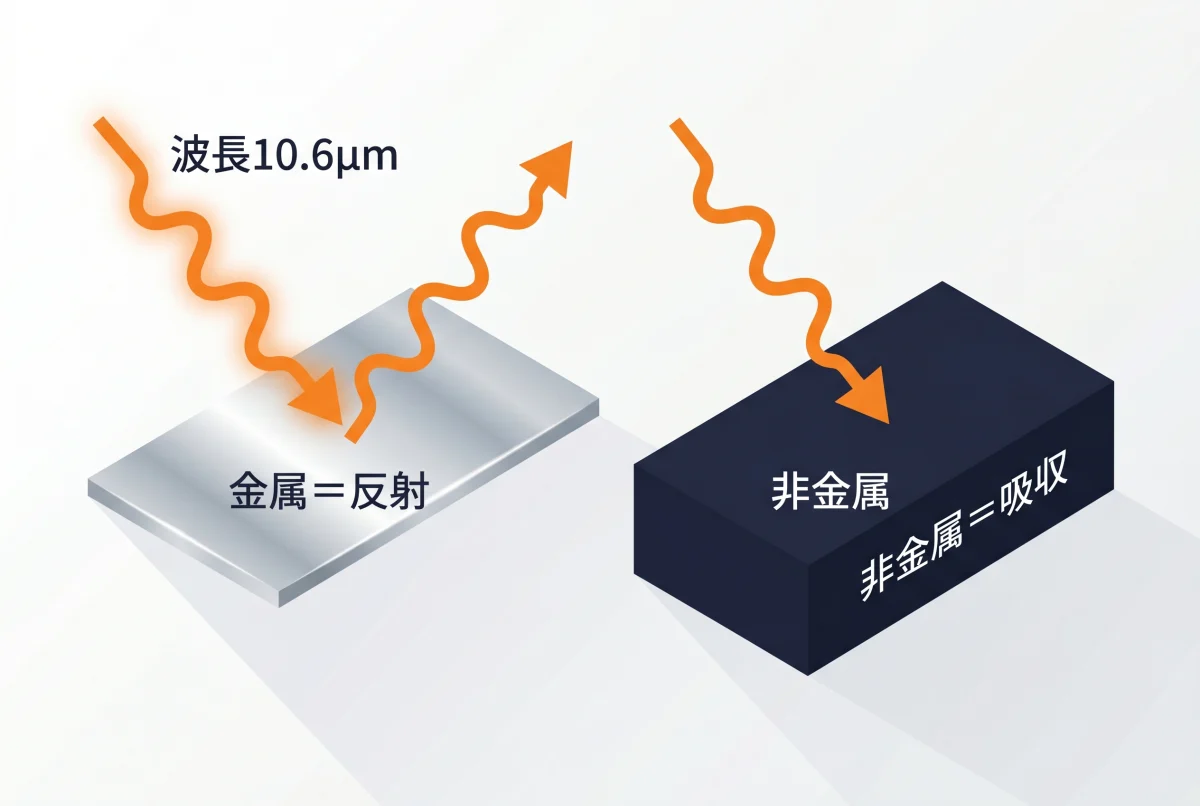
CO2レーザーの波長は10.6μm(遠赤外線域)です。金属、とくにアルミニウムや銅のように反射率の高い素材は、この波長の光を強く反射します。鏡が光をはね返すのと同じイメージです。反射されたエネルギーは加工に使われず、切断効率が落ちてしまいます。
これに対し、YAG・ファイバーレーザーの波長は1.06μm前後(近赤外線域)です。波長が短いほど金属に吸収されやすく、反射率の高い金属でもエネルギーが伝わりやすくなります。「CO2は金属に弱い」という表現は、この波長による反射のしやすさを指していることがほとんどです。
反射が強いと、はね返った光が加工に使われないだけでなく、機械内部に戻って装置へ負担をかける場合もあります。とくに銅やアルミは室温での反射率が高く、CO2レーザーで扱う際には注意が要ります。こうした事情から、反射率の高い金属を多く扱う現場ほど、波長の短いレーザーが選ばれやすいという傾向が生まれました。
吸収率の違い
素材がレーザー光をどれだけ取り込めるかを示す指標が吸収率です。吸収率が高いほど、少ないエネルギーで効率よく加工できます。金属の吸収率は波長によって大きく変わり、波長10.6μmでは金属の吸収率が低めになる傾向があります。
ただし、吸収率が低いことは「切れない」とイコールではありません。後述する酸素アシスト切断のように、化学反応の熱を併用すれば、CO2でも金属を実用的な速度で切断できます。反射・吸収はあくまで効率の話であり、加工そのものの可否を決める唯一の要因ではない、という点が重要です。波長と素材の関係をより広く知りたい方は、UVレーザーとCO2レーザーの違いも参考になります。
CO2レーザーで金属を切る仕組み|酸素アシスト切断
CO2レーザーが金属を切る際の主役は、レーザー光だけではありません。アシストガスとの組み合わせが切断品質を大きく左右します。
アシストガスの役割
アシストガスとは、レーザーの照射点に吹き付けるガスのことです。金属切断では主に酸素や窒素を使います。酸素アシスト切断では、レーザーで加熱された金属が酸素と反応して燃焼し、その反応熱がさらに切断を助けます。光のエネルギーに化学反応の熱が加わることで、吸収率の低さを補えるわけです。
- 酸素アシスト:軟鋼の切断などで使用。燃焼反応の熱を利用し、厚板でも切断しやすい
- 窒素アシスト:ステンレスなどで使用。酸化を抑え、切断面をきれいに保ちやすい
- 溶融金属の排出:ガスの圧力で溶けた金属(ドロス)を吹き飛ばし、切断溝を清浄に保つ
このように、CO2レーザーでの金属切断はレーザー光とアシストガスの二人三脚で成立します。ガスの種類と圧力を素材に合わせて調整することが、品質の決め手になります。同じステンレスでも、見た目を重視するか加工速度を重視するかでガス選択は変わり、切断面のざらつきやバリ(切り口に残る突起)の出方にも差が生じます。
つまり、CO2レーザーが金属を切れる理由は「光のエネルギー+アシストガスによる熱・排出作用」の合わせ技にあります。波長10.6μmの吸収率が低めでも、この仕組みによって実用的な速度の切断が成り立つわけです。波長だけを見て可否を判断すると、実際の加工現場とのずれが生じてしまいます。
切れる金属・板厚の目安
下表は、CO2レーザーで切断対象となる代表的な金属と、一般的な板厚傾向の目安です。実際の可否は機種の出力や素材状態で変わるため、あくまで一般論としてご覧ください。
| 金属の種類 | CO2レーザーでの切断傾向 | 主なアシストガス |
|---|---|---|
| 軟鋼(鉄・SS材) | 酸素アシストで厚板まで対応しやすい | 酸素 |
| ステンレス(SUS) | 窒素アシストで切断面をきれいに保ちやすい | 窒素 |
| アルミニウム | 反射率が高く、薄板向き。厚板はやや不利 | 窒素 |
| 銅・真鍮 | 反射率が特に高く、CO2では難度が高い | 窒素 |
表のとおり、軟鋼やステンレスはCO2レーザーと相性が良く、アルミや銅のように反射率の高い金属ほど難度が上がります。素材の選定でお悩みの場合は、内容にもよりますが、まずはご相談を承っています。
お問い合わせはこちらCO2レーザーが本当に得意な素材|非金属
金属の話が続きましたが、CO2レーザーの真価は非金属の加工で発揮されます。波長10.6μmは、多くの有機材料によく吸収されるためです。
アクリル・木材・布・革
アクリル、木材、布、革、紙、ゴムといった非金属(とくに有機材料)は、波長10.6μmの光を効率よく吸収します。金属とは逆に、CO2レーザーのエネルギーがそのまま熱として伝わるため、きれいで速い加工がしやすいのです。「co2 レーザー 木材」での検索が多いのも、この相性の良さが背景にあります。
- アクリル:切断面が透明に溶けて光沢が出やすく、看板やディスプレイに向く
- 木材:合板やMDFの切り抜き、彫刻に広く使われる
- 布・革:ほつれにくい切断ができ、アパレルや小物製作で活躍
- 紙・ゴム:型抜きやパッキン加工などに利用される
このため、レーザー加工機の世界では「金属はYAG・ファイバー、非金属はCO2」というすみ分けが一般的です。CO2レーザーは決して万能の劣化版ではなく、非金属という得意分野を持つ専門家だと捉えると分かりやすいでしょう。とくにアクリルの切断では、切り口が透明に溶けて磨いたような光沢が出る点が、ほかの加工方法にはない魅力とされています。
金属との使い分け
CO2レーザーは、非金属を主体に、金属では軟鋼やステンレスの切断で力を発揮します。一方、薄いステンレスを高速かつ大量に切る用途では、YAG・ファイバーが有利です。薄板の切断限界について詳しく知りたい方は、SUS304薄板の板厚別切断限界もご覧ください。素材と板厚、求める仕上がりの3点で機種を選ぶ、という考え方が実務の基本になります。

金属切断はYAG・ファイバーが主流の理由
近年、金属の板金切断ではYAGレーザーやファイバーレーザーが主流になりつつあります。その理由を、CO2との比較表で整理します。
| 項目 | CO2レーザー | YAGレーザー | ファイバーレーザー |
|---|---|---|---|
| 波長 | 10.6μm | 1.06μm前後 | 1.07μm前後 |
| 金属への吸収 | 低め(反射しやすい) | 高め | 高め |
| 得意な金属 | 軟鋼・ステンレスの中厚板 | 薄板の精密切断 | 薄板〜中厚板を高速 |
| 反射金属(銅・アルミ) | 難度が高い | 比較的対応しやすい | 比較的対応しやすい |
| 非金属 | 得意(アクリル・木材等) | 不得手 | 不得手 |
表が示すように、YAG・ファイバーは波長が短く金属によく吸収されるため、薄板を中心とした金属切断で高い効率を発揮します。とりわけファイバーレーザーは光の伝送ロスが少なく、消費電力やメンテナンス面でも評価されています。これが「金属切断はYAG・ファイバーが主流」と言われる理由です。
YAGレーザー単体の特性を詳しく知りたい方は、YAGレーザー加工の特徴もご参照ください。ただし主流であることは、CO2が不要という意味ではありません。中厚板の軟鋼や、後述する難削材の対応など、CO2が活きる場面は今も確かに存在します。
当社のCO2レーザー金属加工|厚板・難削材の実績
当社では、日平トヤマ製CO2レーザー加工機を保有しています。4尺×8尺(約1,219mm×2,438mm)の大型板材に対応でき、大判のステンレス・軟鋼の切断に活用してきました。あわせてアマダ製YAGレーザー加工機(1000mm×1000mmクラス)も備え、繊細な薄板加工と使い分けています。
金属切断の実績としては、ハステロイのCO2/YAGレーザー切断(難削材)のように、加工が難しいニッケル合金にも取り組んできました。食品・化学分野向けではSUSシューターのCO2/YAGレーザー切断、ステンレス食品機械部品のCO2レーザー+TIG溶接といった事例があります。CO2レーザーで切断し、レーザ溶接機やTIG溶接機で一貫対応する流れも、板金の現場では珍しくありません。
こうした厚板や難削材の金属加工について、内容にもよりますが、まずはご相談を承っています。図面の有無を問わず、素材と用途をお聞きしたうえで最適な進め方をご提案します。詳しい設備や工程はレーザー加工のページでもご確認いただけます。
お問い合わせはこちら素材・用途からの選び方とよくある誤解
最後に、機種選びの考え方と、現場でよく見かける誤解を整理します。検索でたどり着いた疑問に、もう一歩踏み込んでお答えします。
選び方の基本軸
レーザー加工機を選ぶ軸は、大きく3つです。第一に素材(金属か非金属か、反射率の高低)、第二に板厚(薄板か中厚板か)、第三に求める仕上がりと数量です。この3点が決まれば、CO2・YAG・ファイバーのどれが向くかは自ずと絞り込めます。
- 非金属(アクリル・木材・布・革)→ CO2レーザーが第一候補
- 金属の薄板を高速・大量に → YAG・ファイバーが有利
- 金属の中厚板や難削材 → CO2も含めて素材ごとに検討
よくある誤解
「CO2レーザーは金属を切れない」という誤解は、波長による反射のしやすさが独り歩きしたものです。正確には、酸素アシスト切断などにより金属も切れます。また「ファイバーがあればCO2は不要」という見方も一面的です。非金属加工や中厚板では、CO2が適する場面が残ります。素材と用途の組み合わせで最適解は変わる、という前提に立つことが、後悔しない機種選定につながります。お問い合わせからお気軽にご相談ください。