ステンレスの板金部品を溶接したら、組み上がった製品が反ってしまった。あるいは溶接した部分が茶色く焼け、後工程の酸洗いや研磨に手間取った。こうした経験はないでしょうか。ステンレス(SUS)は鉄に比べて熱がこもりやすく、溶接の入熱(溶接時に材料へ加わる熱量)しだいで歪みや変色、さらには耐食性の低下まで招きます。この記事では、ステンレス溶接の難しさを整理したうえで、レーザー溶接とTIG溶接・半自動溶接の違いを比較し、薄板・箱体・製缶それぞれに適した使い分けと歪み対策を解説します。溶接方法の選定で迷っている設計・調達のご担当者の判断材料になれば幸いです。
ステンレス溶接の難しさ
ステンレスは見た目こそ扱いやすそうですが、溶接という観点では一筋縄ではいきません。まず押さえておきたいのは、その熱的な性質です。代表的なオーステナイト系ステンレスであるSUS304は、熱伝導率が約16W/m·Kと、軟鋼(約50W/m·K前後)のおよそ3分の1しかありません。つまり溶接で加えた熱が逃げにくく、一点に熱がこもりやすいのです。加えて、線膨張係数は軟鋼より大きく、熱で伸び縮みしやすい特徴があります。この「熱がこもる」「よく伸び縮みする」という二つの性質が、これから述べる歪み・焼け・耐食性低下の根本原因です。
熱影響による歪み
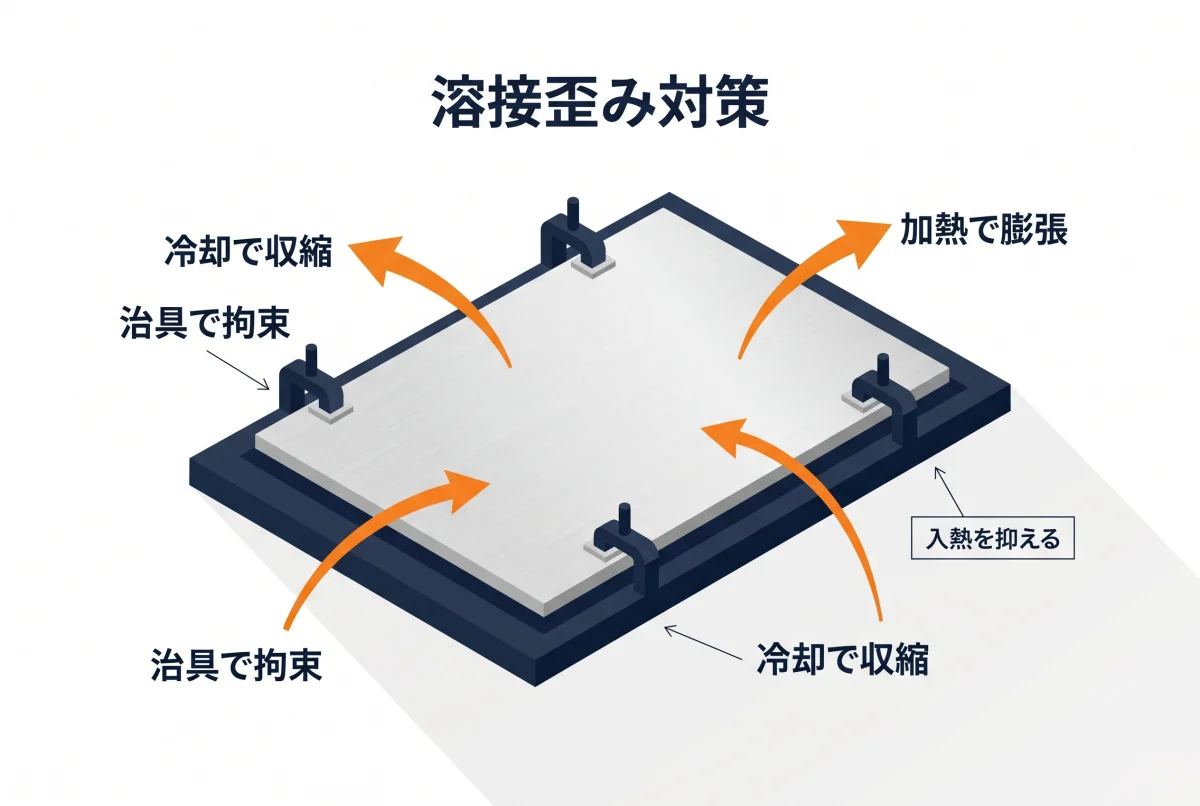
溶接の歪みは、加熱で膨張した金属が冷却時に収縮することで生まれます。SUS304は熱が逃げにくく膨張も大きいため、軟鋼よりも歪みが出やすい材料です。特に薄板や箱形状では、わずかな収縮でも面が反ったり、直角が狂ったりします。
歪みを抑える基本は、入熱を必要最小限にとどめることです。同じ溶接長でも、入熱が大きいほど熱影響部(溶接熱で材質が変化する周辺領域)が広がり、収縮量も増えます。そのため溶接方法の選定段階で、いかに低い入熱で必要な強度を確保するかが問われます。
溶接焼け・耐食性低下(鋭敏化)
ステンレスがさびにくいのは、表面に不動態膜(金属表面にできる薄い酸化保護膜)が形成されているためです。ところが溶接で高温になると、この膜のバランスが崩れ、溶接部の周囲が金色から茶色、青紫へと変色します。これが溶接焼け(テンパーカラー)です。
見た目の問題にとどまらないのが、鋭敏化(えいびんか)と呼ばれる現象です。SUS304が約500〜800℃の温度域に一定時間さらされると、結晶粒界にクロム炭化物が析出し、その周囲のクロム濃度が下がります。クロムは不動態膜のもとになる元素ですから、濃度が下がった部分は耐食性が落ち、粒界腐食を起こしやすくなります。つまり溶接の入熱管理は、強度や外観だけでなく、ステンレス本来のさびにくさを守るためにも重要なのです。
薄板のビード管理
板厚1mm前後の薄板になると、難しさはさらに増します。入熱がわずかに過大なだけで溶け落ち(穴あき)が生じ、逆に不足すれば溶け込みが浅く強度が出ません。許容できる入熱の幅が狭く、ビード(溶接でできる盛り上がった溶接金属の筋)の安定が課題となります。
薄板の精密板金では、外観部品も多く、ビードの幅や高さのばらつきが製品の見栄えを左右します。手作業のTIG溶接で安定させるには相応の技量が必要で、ここに後述するレーザー溶接が活きる場面があります。なお薄板そのものの切断についてはSUS304薄板の板厚別切断限界でも触れています。
レーザー溶接とは|原理と特徴
レーザー溶接は、レンズで微小な点に集めたレーザー光のエネルギーで母材を溶かし、接合する方法です。光を熱源に使う点が、アーク(電気の放電)を熱源とするTIG溶接や半自動溶接との根本的な違いです。レーザー切断機と原理を共有する技術であり、レーザーそのものの基礎はCO2レーザーとYAGレーザーの違いでも解説しています。
低入熱・高速
レーザー溶接の最大の利点は、エネルギーを微小な範囲に集中できることです。必要な箇所だけを短時間で溶かすため、母材全体に伝わる入熱が小さく済みます。入熱が小さければ熱影響部も狭く、結果として歪みや溶接焼けを抑えやすくなります。
また、溶接速度が速いことも特徴です。アーク溶接に比べて単位長さあたりの加熱時間が短く、熱がこもる前に次へ進めます。この「低入熱かつ高速」という組み合わせが、ステンレス薄板の歪み対策と相性のよい理由です。
狭く深い溶け込み
レーザー溶接のビードは、幅が狭く、深さ方向に溶け込むのが特徴です。アーク溶接が比較的幅広く浅めのビードになりがちなのに対し、レーザーは縦長の断面形状を描きます。
この狭く深い溶け込みは、見た目がすっきりするだけでなく、収縮を生む範囲が小さいという利点につながります。溶けて固まる金属の量が少ないほど、冷却時の収縮も小さくなるためです。ただし、開先(接合部に設ける溝)や突き合わせ精度がシビアになりやすい面もあり、前工程の切断・曲げ精度が仕上がりを左右します。

レーザー溶接とTIG溶接の違い
レーザー溶接とTIG溶接は、どちらが優れているという話ではなく、得意分野が異なります。TIG溶接は、タングステン電極とアークを使い、溶接箇所を細かくコントロールできる溶接方法です。古くから精密溶接に使われ、厚板や複雑な継手、肉盛りにも柔軟に対応できます。一方のレーザー溶接は、低入熱・高速・狭ビードという特性で、薄板や歪みを嫌う部品に強みを発揮します。両者の違いを項目ごとに整理すると、次のとおりです。
| 項目 | レーザー溶接 | TIG溶接 |
|---|---|---|
| 入熱 | 小さい(局所集中) | 中〜大(アーク加熱) |
| 歪み | 出にくい | 条件しだいで出やすい |
| 溶接速度 | 速い | ゆっくり |
| 外観(ビード) | 狭く均一になりやすい | 技量により美しい仕上げが可能 |
| 適した板厚 | 薄板〜中板が得意 | 薄板〜厚板まで幅広い |
| 段取り・コスト | 治具と精度管理が前提 | 少量・単発でも柔軟 |
表のとおり、レーザー溶接は歪みと速度で優位に立ちます。とはいえ、板厚が増す部品や、現物合わせの調整が必要な接合では、TIG溶接の柔軟性が役立つ場面が少なくありません。実際の選定では、板厚・形状・数量・要求外観を総合して判断します。どちらが適するか迷う場合は、図面や現物をもとにご相談を承っています。
半自動溶接も含めた使い分け|板厚・形状別
溶接の選択肢はレーザーとTIGだけではありません。半自動溶接(溶接ワイヤを自動送給しながらアークで溶接する方法。マグ・ミグ溶接とも呼ばれます)は、ワイヤを連続供給しながら溶接するため、能率が高く、厚板や長い溶接線に向きます。ステンレスの製缶や架台のように、ある程度の板厚をしっかり接合したい部品で力を発揮します。三つの方法を、用途の目安とともに比較します。
| 溶接方法 | 得意な板厚の目安 | 向く形状・用途 | 歪みやすさ |
|---|---|---|---|
| レーザー溶接 | 薄板(〜数mm)中心 | 薄板の外装・箱体・歪みを嫌う部品 | 小さい |
| TIG溶接 | 薄板〜厚板 | 精密継手・複雑形状・補修肉盛り | 中(管理しだい) |
| 半自動溶接 | 中板〜厚板 | 製缶・架台・長い溶接線 | やや大きい |
板厚の目安はあくまで一般的な傾向であり、材質や要求精度、継手形状によって最適解は変わります。たとえば同じ箱体でも、外観を最優先するならレーザー、強度と能率を重視するなら半自動、というように軸足が動きます。複数の方法を組み合わせ、部位ごとに最適な溶接を割り当てることもあります。設備としては、レーザ溶接機・TIG溶接機・半自動溶接機(複数)を用途に応じて使い分けています。どの方法が適するかは内容にもよりますので、まずはご相談ください。
ステンレス溶接の歪み・焼け対策
溶接方法の選定と並んで重要なのが、現場での歪み・焼け対策です。同じ材料・同じ溶接機でも、段取りと管理しだいで仕上がりは大きく変わります。ここでは入熱管理と治具、酸化対策と仕上げの二つの観点から、実務上のポイントを整理します。
入熱管理と治具
歪み対策の第一は、入熱を抑えることです。溶接電流や速度を適正化し、必要以上に熱を加えないことが基本です。低入熱が得意なレーザー溶接の活用も、この文脈で有効です。
次に大切なのが、溶接順序と治具です。歪みは一方向に偏らせないよう、対称に溶接を分散させると抑えやすくなります。また、部材を治具やクランプでしっかり拘束し、収縮による動きを物理的に押さえる方法も有効です。点付け(仮付け溶接)で全体の位置を固めてから本溶接へ進む段取りも、箱体や製缶ではよく用いられます。次のような工夫を組み合わせます。
- 溶接を分散させ、一箇所に熱を集中させない
- 対称な順序で溶接し、収縮の偏りを相殺する
- 治具・クランプで拘束し、変形を物理的に抑える
- 点付けで仮固定してから本溶接に移る
酸化対策・仕上げ
溶接焼けと鋭敏化を抑えるには、溶接時の高温域での酸化をいかに減らすかが鍵を握ります。シールドガス(溶接部を大気から守る不活性ガス)で溶融池を覆い、酸素との反応を抑えるのが基本です。裏波が出る薄板では、裏面側にもガスを流すバックシールドが有効な場合があります。
それでも生じた溶接焼けは、後処理で除去します。代表的な方法が酸洗い(酸を使って酸化層を除去する処理)やバフ・ブラッシングによる研磨です。焼けを取り除き、表面を整えることで、ステンレス本来の不動態膜が再形成され、耐食性が回復します。外観部品では、焼け取り後の仕上げ精度が製品の印象を決めます。なお、こうした熱と材質の関係はYAGレーザー加工の特徴とも通じる考え方です。溶接設計でお困りの際は、お問い合わせからご連絡ください。お問い合わせはこちら
薄板・箱体・製缶の溶接事例|当社の一貫対応
ここまで述べた考え方は、実際の部品でどう活きるのでしょうか。当社では、SUS(ステンレス)を中心とした精密板金で、レーザー切断・曲げ・溶接を一貫対応しています。溶接ではレーザ溶接機・TIG溶接機・半自動溶接機(複数)をそろえ、薄板から製缶まで部品の性格に合わせて方法を選んでいます。代表的な対応の方向性を紹介します。
薄板・箱体の歪み抑制
薄板や箱体では、歪みをいかに抑えるかが品質を左右します。低入熱のレーザー溶接を中心に据えることで、天板の反りや面の歪みを抑えた仕上がりを目指します。具体的な対応としては、SUS304箱体のレーザー溶接(天板の歪み抑制)、SUSシューターのレーザー溶接(薄板の歪み抑制)といった事例があります。
製缶・量産での使い分け
箱形状の製缶や、小ロットから量産までの幅がある部品では、レーザーとアーク溶接を使い分けます。SUS製缶の箱形状レーザー溶接(小ロット〜量産)のように、数量と形状に応じて方法を選定します。厚板側では、ステンレス台形ねじのTIG溶接や厚板ステンレスフレームのTIG溶接のように、TIG溶接の柔軟性を活かした対応も行っています。レーザー切断から曲げ、溶接までを一貫して手がけられるため、前工程の精度を踏まえた溶接設計が可能です。図面のない試作のご相談から、まずはお話を承っています。詳しくはレーザー加工のページもご覧ください。お問い合わせはこちら