製品の軽量化を目的に、これまでステンレスや鉄で作っていた部品をアルミに置き換えたい——そう考えて検討を始めたものの、アルミは勝手が違うと聞いて不安になった方もいるのではないでしょうか。アルミは軽くて加工しやすい一方、熱の伝わり方やレーザー光の反射など、ステンレスとは異なる性質を持っています。本記事では、アルミ板金加工で多く使われるA5052の特徴と、ステンレスとの加工特性の違いを比較表付きで整理します。レーザー切断・溶接での注意点や、用途に応じた選びどころまで、板金加工の現場目線でやさしく解説します。
結論|アルミは軽くて加工しやすいが、ステンレスとは勝手が違う
はじめに要点です。アルミ(A5052)はステンレスの約3分の1の軽さで、加工性も良好なため、軽量化が求められる部品に適しています。一方で、熱を伝えやすくレーザー光を反射しやすいという性質があり、切断や溶接ではステンレスと異なる管理が必要です。
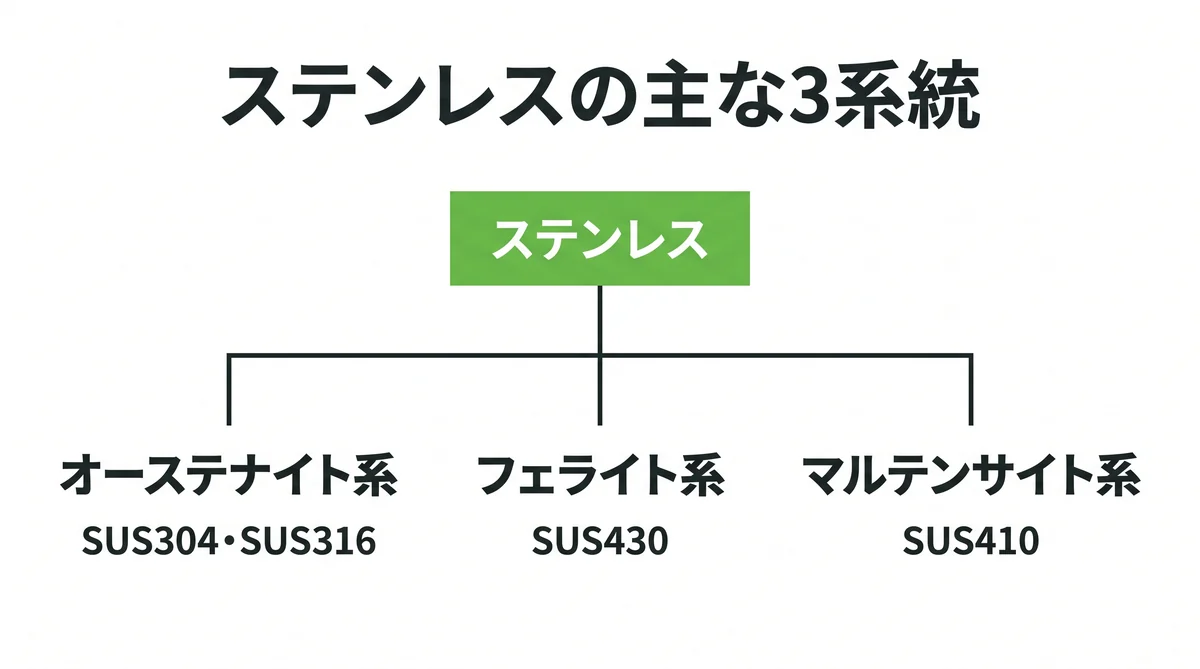
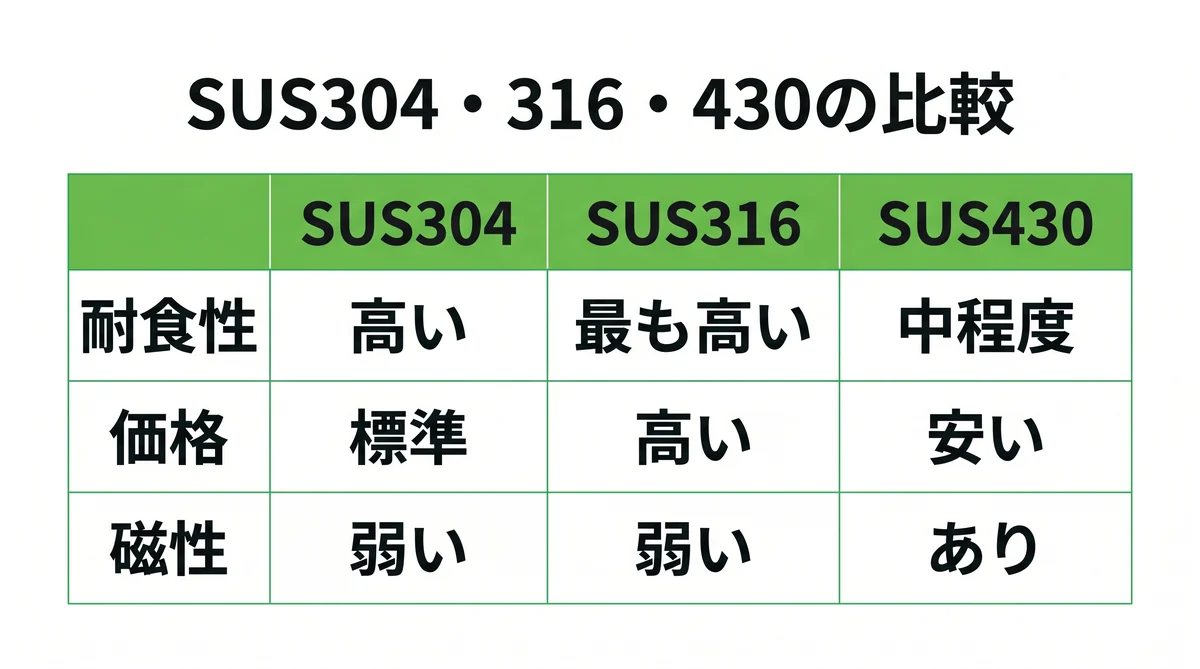
つまり「アルミは難しい」のではなく、「アルミに合ったやり方がある」というのが正確な理解です。性質を踏まえて条件を整えれば、アルミ板金部品はきれいに仕上げられます。材質の違いそのものを比較したい場合は、ステンレスの種類と選び方もあわせてご覧ください。

アルミ板金でよく使うA5052とは
アルミと一口に言っても、添加する元素によって多くの種類があります。その中で板金加工に広く使われるのがA5052です。
A5052の特徴
A5052は、アルミにマグネシウムを加えたAl-Mg系(5000系)の合金です。比重は約2.7で、ステンレス(約7.9)のおよそ3分の1という軽さが最大の魅力です。強度と加工性のバランスが良く、曲げ加工にも比較的よく耐えます。耐食性も良好で、屋外や水まわりでも使いやすい素材です。これらの特性から、筐体・カバー・パネル類など、幅広い板金部品に採用されています。
他のアルミ材との位置づけ
アルミ材は系統で性質が分かれます。A1000系(純アルミ)は加工性や耐食性に優れる一方、強度は控えめです。A5000系(A5052など)は強度と加工性のバランスが良く、板金で最も使われます。A6000系(A6063など)は強度が高く、押出形材によく使われます。板金部品で材質に迷ったら、まずA5052を基準に考えるとよいでしょう。
アルミとステンレスの加工特性の違い【比較表】
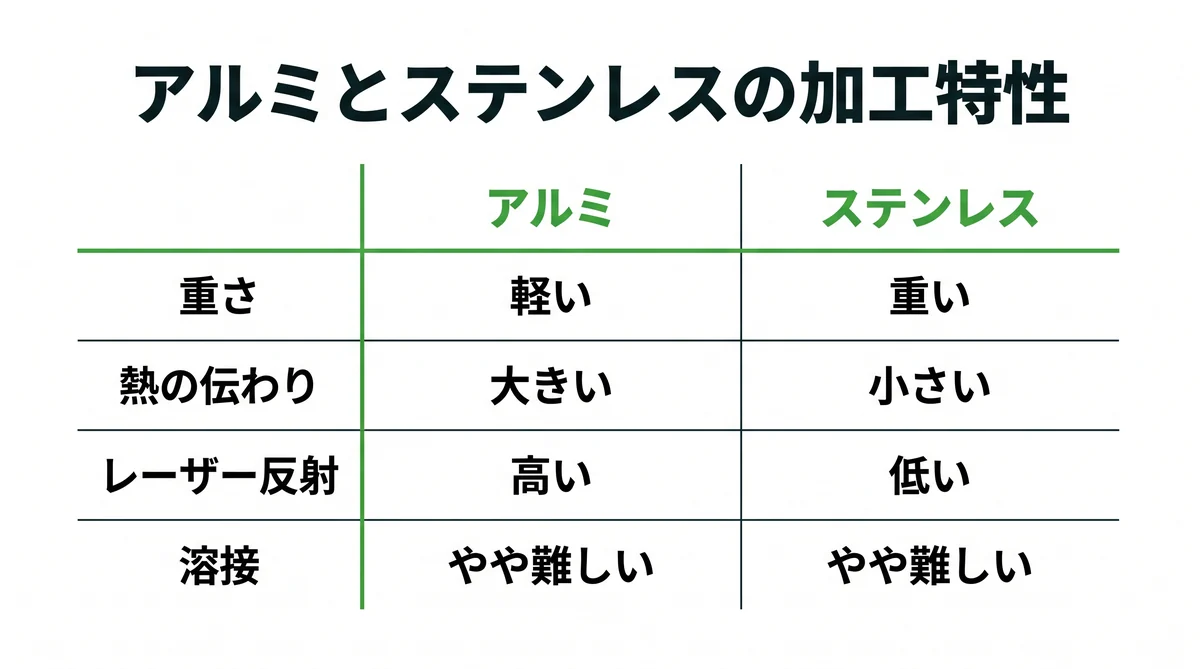
同じ金属板でも、アルミとステンレスでは加工現場での扱いが大きく異なります。代表的な違いを比較表で整理します。
| 項目 | アルミ(A5052) | ステンレス(SUS304) |
|---|---|---|
| 比重(重さ) | 約2.7(軽い) | 約7.9(重い) |
| 熱の伝わりやすさ | 大きい | 小さい |
| レーザー光の反射 | 高い(管理に注意) | 低め |
| 溶接 | 専用の管理が必要 | 比較的しやすい |
| 耐食性 | 良好(屋外も可) | 高い |
| 価格の目安 | 比較的抑えやすい | 標準 |
重さと熱の伝わりやすさ
もっとも分かりやすい違いは重さです。アルミはステンレスの約3分の1で、製品の軽量化や、持ち運ぶ部品の扱いやすさに直結します。また、アルミは熱を伝えやすい(熱伝導率が高い)素材です。これは放熱部品として有利な一方、溶接や切断では熱が周囲へ逃げやすく、入熱の管理に工夫が要ることを意味します。
レーザー光の反射
アルミは表面がレーザー光、とくに波長の長いCO2レーザーの光を反射しやすい素材です。反射が強いと加工効率が落ちるため、アルミの切断では波長の短いYAGレーザーやファイバーレーザーが向くとされます。波長と反射の関係はCO2レーザーで金属は切れるのかやファイバーレーザーとはで詳しく解説しています。
溶接
アルミの溶接は、熱伝導の高さと表面の酸化膜の影響で、ステンレスより専用の管理が求められます。酸化膜は融点が高く、適切な前処理や溶接条件が必要です。難易度はありますが、条件を整えれば対応は可能です。溶接全般の考え方はステンレスのレーザー溶接も参考になります。
レーザーでアルミを加工するときの注意点
アルミの性質をふまえると、レーザー加工では次の点に注意が必要です。第一に、反射への対応です。反射率の高いアルミは、波長の短いレーザーを選ぶか、条件を最適化して加工します。第二に、入熱の管理です。熱が逃げやすいぶん、出力・速度・アシストガスのバランスを素材に合わせて調整します。切断条件の基本はレーザー切断の品質を決める3要素で整理しています。
これらは特別に難しいことではなく、アルミの性質を理解した条件設定の問題です。素材と板厚に合わせて条件を整えることで、アルミ板金もきれいな切断面に仕上げられます。
用途から見たアルミの選びどころ
アルミとステンレスのどちらを選ぶかは、用途によって決まります。判断の目安を整理します。
- 軽さが重要(持ち運ぶ・可動部・輸送機器の部品) → アルミが有力
- 放熱性が必要(ヒートシンク的な役割) → 熱伝導の高いアルミ
- 強い耐食性や強度、厨房・薬品環境 → ステンレス
- コストと軽さのバランス重視 → A5052を基準に検討
材質はコストにも影響します。アルミとステンレスでは単価も加工性も異なるため、板金加工のコストダウンの観点もあわせて検討すると、過不足のない選定につながります。
アルミの板厚と曲げの注意点
アルミ板金を設計する際は、板厚と曲げの相性にも注意が必要です。アルミはステンレスと比べて、曲げ加工でいくつか異なる点があります。
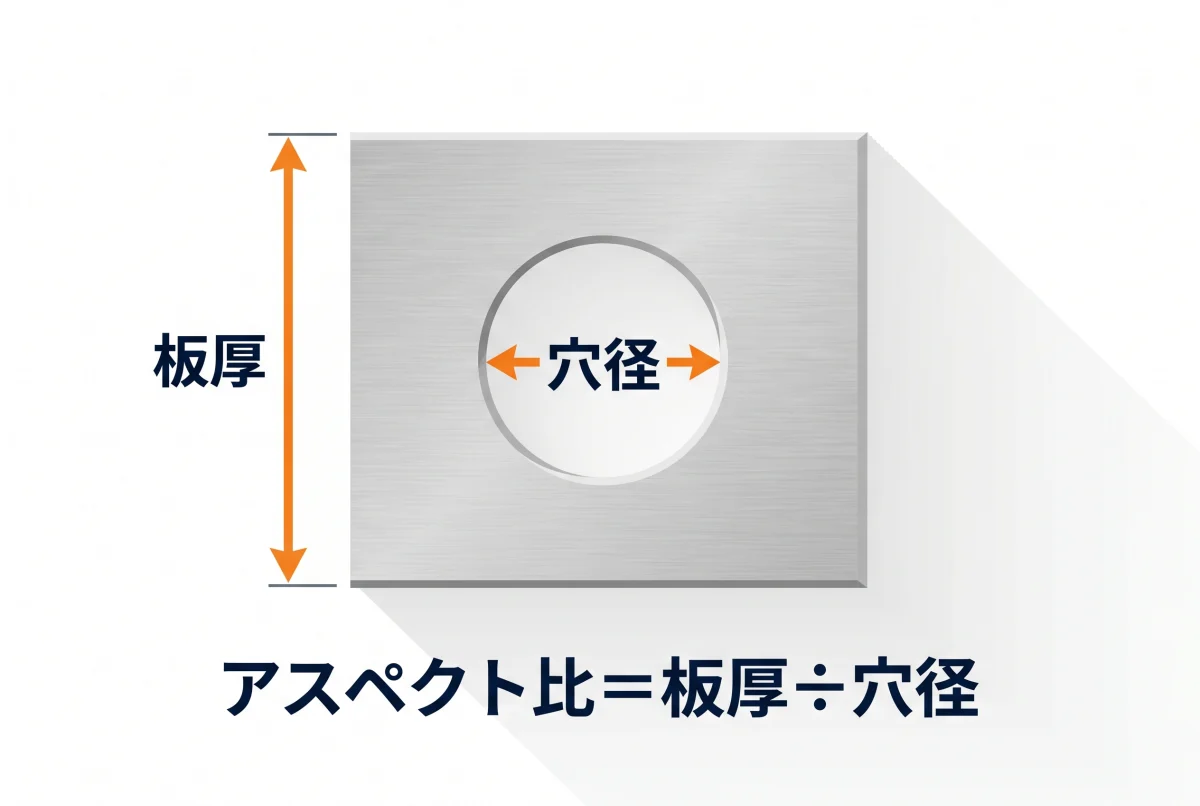
スプリングバックと割れ
アルミは曲げた後に元へ戻ろうとするスプリングバック(曲げ戻り)が出やすく、狙った角度に収めるには戻りを見込んだ角度設定が要ります。また、曲げ半径が小さすぎると外側に割れが生じることがあるため、板厚に応じた適切な曲げ半径を確保することが大切です。これらは材質と板厚を踏まえた条件設定で対応します。
表面処理(アルマイト)
アルミは、アルマイト(陽極酸化処理)という表面処理によって、耐食性や見た目を高められます。屋外用途や意匠部品では、アルマイトを前提に設計することもあります。表面処理の要否は用途によって変わるため、使用環境をお聞かせいただければ適した仕様をご提案します。
当社のアルミ加工
当社は、ステンレスを中心に板金加工を手がけていますが、アルミの加工にも対応しています。日平トヤマ製CO2レーザー加工機やアマダ製YAGレーザー加工機による切断、小松製作所製プレスブレーキ(80トン・最大2000mm)による曲げ、各種溶接機による溶接まで、社内で一貫して進められる体制です。
実績としては、アルミ板(A5052)のレーザー切断とタップ加工のように、多品種小ロットのアルミ部品を手がけた事例があります。ステンレスではチラー用ステンレスダクトの一貫製作やSUS304薄板プレートのレーザー切断などの事例があり、素材に応じた加工の知見を蓄積してきました。設備の詳細は設備紹介ページでもご確認いただけます。
お問い合わせはこちらアルミ板金で迷ったときは
アルミは、軽さと加工性という強みを持つ一方、熱や反射といったステンレスにはない注意点があります。これらは性質を理解した条件設定で対応できるものであり、素材に合ったやり方を選べば、きれいで精度の良い部品に仕上がります。
「アルミとステンレスのどちらが適しているか分からない」「アルミ化で軽量化できるか相談したい」といった段階でも問題ありません。用途や要求性能をお聞かせいただければ、適した材質と加工方法をあわせてご提案します。内容にもよりますが、まずはお問い合わせからお気軽にご相談ください。