金属の薄板を精密に切りたいとき、どの加工方式を選べばよいか迷った経験はないでしょうか。レーザー加工と一口にいっても、CO2レーザー、YAGレーザー、そして近年急速に普及したファイバーレーザーでは、得意とする素材も加工速度も異なります。とりわけ「ファイバーレーザーとは何が違うのか」「CO2レーザーやYAGレーザーとどう使い分けるのか」は、板金加工の現場で頻繁に話題になるテーマです。本記事では、ファイバーレーザーの発振の仕組みから、波長・効率・素材適性の違い、そして素材や板厚に応じた選び方までを、基礎から順に解説します。
ファイバーレーザーとは
ファイバーレーザーとは、光ファイバー(光を伝える細いガラス繊維)そのものを共振器(光を増幅する装置)として用いる固体レーザーの一種です。レーザーは大きく、ガス(気体)を媒質とする気体レーザーと、結晶やガラスを媒質とする固体レーザーに分かれます。CO2レーザーは前者、YAGレーザーやファイバーレーザーは後者に分類されます。
固体レーザーの歴史をたどると、まずランプ励起のYAGレーザーが実用化され、その後に半導体レーザーで励起する方式やファイバーレーザーへと発展してきました。ファイバーレーザーは、この固体レーザーの系譜における比較的新しい世代にあたります。
発振の仕組み
ファイバーレーザーの心臓部は、希土類元素(イットリビウムなどの特殊な金属元素)を微量に添加した光ファイバーです。このファイバーに、半導体レーザー(LD)の光を励起源として送り込みます。すると添加元素が光を吸収して励起状態になり、誘導放出によって光が増幅されます。
増幅された光はファイバー内を往復しながらさらに強められ、特定の波長のレーザー光として取り出されます。共振器がファイバーそのものであるため、鏡の精密な位置合わせが不要で、光の経路が外乱を受けにくい構造です。この点が、後述するメンテナンス性やビーム品質の良さにつながります。
励起から発振までを固体内で完結させる考え方は、ランプ励起のYAGレーザーと共通します。違いは励起源と媒質の形状にあり、より詳しい固体レーザーの基礎はYAGレーザーの解説もあわせて参考にしてください。
波長と素材吸収
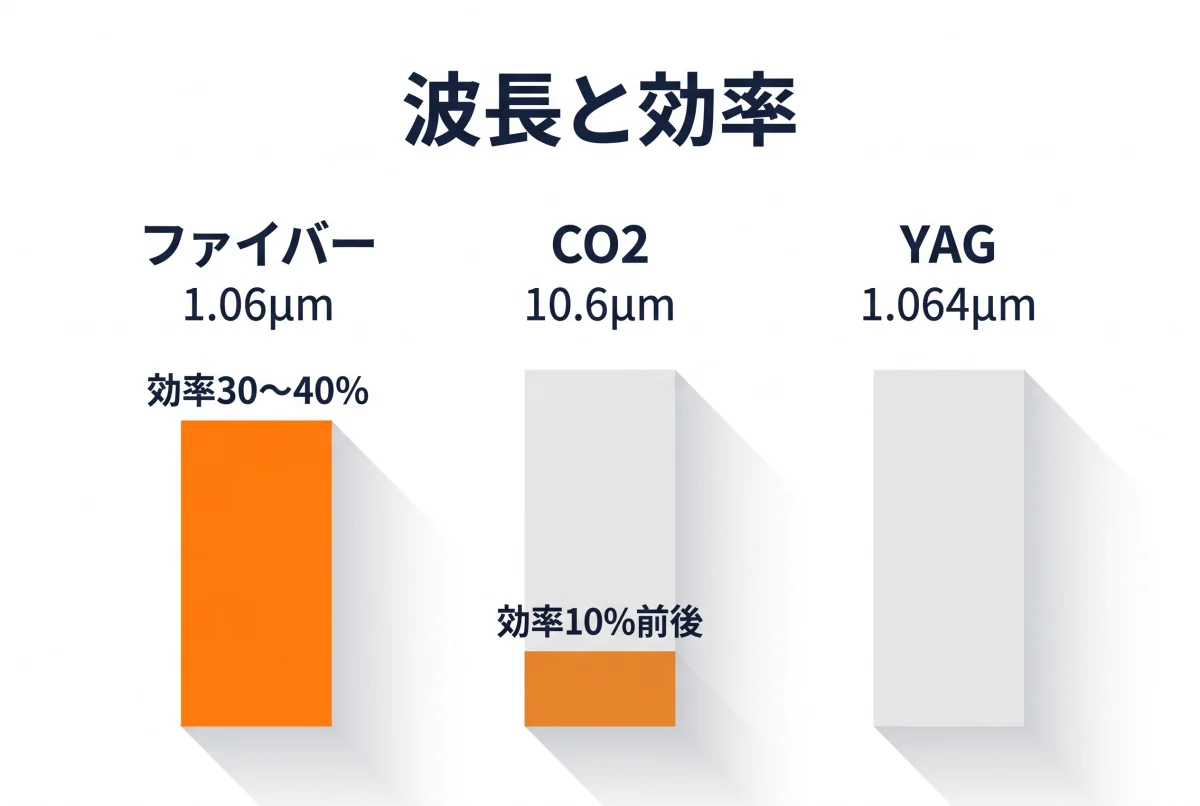
ファイバーレーザーの波長は1.06μm前後(近赤外域)です。これはランプ励起YAGレーザーの波長1.064μmとほぼ同じで、両者は近い光学特性を持ちます。一方、CO2レーザーの波長は10.6μmと約10倍も長く、ここに加工特性の大きな差が生まれます。
波長が短いほど、金属表面での吸収率が高くなる傾向があります。とくに鉄系やステンレス、さらに銅や真鍮、アルミニウムといった反射率の高い金属に対して、1.06μm帯は10.6μm帯よりも光を吸収させやすい特性があります。素材に吸収された光は熱に変わり、溶融や蒸発を通じて切断・加工が進みます。
つまり、波長の違いは「どの素材に光が効きやすいか」を左右する根本的な要素です。次章では、この波長特性がもたらす実務上のメリットを整理します。
ファイバーレーザーの特徴とメリット
ファイバーレーザーが急速に普及した背景には、波長特性だけでなく、運用面の優位性があります。ここでは電気効率、メンテナンス性とビーム品質、そして薄板の高速加工という三つの観点から特徴を整理します。
電気効率とランニングコスト
ファイバーレーザーは、半導体レーザーで直接励起するため、電気から光への変換効率(電気光変換効率)が高い方式です。一般にファイバーレーザーの変換効率は30〜40%程度とされ、CO2レーザーの10%前後と比べて大きく上回ります。
変換効率が高いと、同じ出力を得るための消費電力が少なくて済みます。さらにCO2レーザーで必要となるレーザーガス(炭酸ガスなどの混合ガス)の補充が不要で、消耗品が少ない点もランニングコストの低減につながります。
- 電気光変換効率が高く、消費電力を抑えやすい
- レーザー発振用のガス補充が不要
- 消耗部品が少なく、稼働コストを見積もりやすい
メンテナンス性とビーム品質
ファイバーレーザーは、共振器がファイバーで構成され、発振部に可動する光学ミラーをほとんど持ちません。CO2レーザーでは発振器からヘッドまで複数のミラーで光を導く必要があり、これらの清掃や調整が定期保守の手間となります。ファイバーレーザーはこの工程を大幅に減らせます。
また、発振した光をそのままファイバーで加工ヘッドまで伝送できるため、光路の安定性が高く、集光性に優れたビーム品質が得られます。細く絞った光は、微細な切断や薄板の精密加工で有利に働きます。
ビーム品質は加工の仕上がりに直結する要素です。素材の反射やビードの状態を含めた切断面の品質については、CO2レーザーとYAGレーザーの違いもあわせて整理しておくと理解が深まります。
高速・薄板加工
1.06μm帯の高い吸収率と良好な集光性により、ファイバーレーザーは金属薄板の高速切断を得意とします。板厚の薄いステンレスや鉄、アルミニウムなどでは、CO2レーザーよりも速い送り速度で切断できる場合が多く、生産性の面で評価されています。
一方で、加工方式の優劣は板厚や素材、要求精度によって変わります。薄板の限界や板厚別の考え方は、SUS304薄板の板厚別切断の解説も参考になります。実際の選定では、加工内容にもよりますが、まずはご相談を承っています。
CO2レーザーとの違い(比較表)
ファイバーレーザーとCO2レーザーは、レーザーを生み出す媒質と波長が根本的に異なります。CO2レーザーは炭酸ガスを媒質とする気体レーザーで、波長10.6μm。長い歴史と実績があり、厚板や非金属の加工で広く使われてきました。
下の表は、波長・効率・素材適性という観点で両者を比較したものです。どちらが優れているかではなく、目的に応じて特性を読み替えることが大切です。
| 比較項目 | ファイバーレーザー | CO2レーザー |
|---|---|---|
| 媒質 | 固体(添加光ファイバー) | 気体(炭酸ガス系) |
| 波長 | 1.06μm前後 | 10.6μm |
| 電気光変換効率 | 高い(30〜40%程度) | 低め(10%前後) |
| 金属薄板の切断速度 | 速い傾向 | 標準的 |
| 反射材(銅・真鍮) | 吸収しやすく適性あり | 反射しやすく不得手 |
| 厚板・非金属 | 用途が限られる | 実績が豊富 |
| 消耗品・保守 | 少なめ | ガス・ミラー保守が必要 |
CO2レーザーは波長が長いぶん、樹脂や木材といった非金属の加工に向く一方、反射率の高い金属では光が反射して効率が落ちます。ファイバーレーザーはこの弱点を補える点で、金属薄板に強みを発揮します。

YAG(ランプ励起)レーザーとの違い|固体レーザーの世代差
ファイバーレーザーとYAGレーザーは、ともに波長1.06μm前後の固体レーザーであり、素材適性は近い関係にあります。違いは、励起方式と共振器の構造、すなわち固体レーザーの世代差にあります。
従来のYAGレーザーは、YAG結晶(イットリウム・アルミニウム・ガーネットという結晶)をフラッシュランプの光で励起します。これに対しファイバーレーザーは、半導体レーザーで添加ファイバーを励起します。励起源がランプから半導体へ、媒質が結晶からファイバーへと進化した点が世代の差です。
励起方式の世代差
ランプ励起方式は、ランプが消耗品であり、定期的な交換が必要です。また、ランプ光のうち励起に使われない波長が熱として失われ、変換効率は数%程度にとどまります。半導体励起のファイバーレーザーは、励起光を効率よく媒質に注ぎ込めるため、効率が大きく向上しています。
下の表は、CO2・YAG(ランプ励起)・ファイバーの三者を、固体/気体の別や世代の観点で比較したものです。
| 項目 | CO2レーザー | YAG(ランプ励起) | ファイバーレーザー |
|---|---|---|---|
| 分類 | 気体レーザー | 固体レーザー | 固体レーザー |
| 波長 | 10.6μm | 1.064μm | 1.06μm前後 |
| 励起方式 | 放電励起 | ランプ励起 | 半導体(LD)励起 |
| 変換効率 | 10%前後 | 数%程度 | 30〜40%程度 |
| 金属薄板・反射材 | 不得手 | 適性あり | 適性あり・高速 |
| 位置づけ | 厚板・非金属で実績 | 微細・精密加工で実績 | 薄板高速の新世代 |
YAGレーザーが残す精密加工の価値
効率ではファイバーが優位ですが、ランプ励起YAGレーザーが不要になったわけではありません。繊細な微細加工や、極薄ステンレスへの微細穴あけなど、ビームを精密に制御する用途では今も確かな価値があります。当社が保有するアマダ製YAGレーザー加工機は、1000mm×1000mmクラスの繊細な加工に対応します。
世代が新しいほど万能というわけではなく、加工内容に応じて方式を選ぶ視点が欠かせません。
ファイバーレーザーが得意な加工・苦手な加工
ファイバーレーザーの特性を踏まえると、得意・不得意がはっきり見えてきます。万能の方式は存在せず、特性を理解して使い分けることが品質と効率の両立につながります。
得意とするのは、次のような加工です。
- ステンレスや鉄、アルミニウムなど金属薄板の高速切断
- 銅・真鍮・アルミといった反射率の高い金属の切断
- 細く絞ったビームを生かした微細な切断・加工
- 多品種小ロットや試作での段取り変更
一方、注意したい用途もあります。
- 厚板の切断では、出力や条件によってCO2が適する場合がある
- 樹脂・木材・ガラスなどの非金属は波長特性上、CO2が向く
- 素材や板厚しだいで切断面の状態が変わるため事前検討が必要
こうした得手不得手は、素材と板厚、求める精度の組み合わせで変わります。判断に迷う場合は、加工内容にもよりますが、まずはご相談を承っています。
板金加工での使い分け|素材・板厚別の選び方
板金加工の現場では、素材と板厚を起点に方式を選ぶのが基本です。ファイバー・YAG・CO2のいずれにも適した領域があり、画一的に「どれが一番」とは決められません。
ステンレスや鉄、アルミの薄板を高速かつ精密に切るなら、波長1.06μm帯のファイバーレーザーやYAGレーザーが有力な候補になります。とくに銅・真鍮といった反射材を含む場合は、近赤外域の波長が吸収面で有利です。一方、厚板や非金属が中心であれば、CO2レーザーの実績が生きます。
当社では、日平トヤマ製CO2レーザー加工機(4尺×8尺=約1,219mm×2,438mmの大型板材に対応)と、アマダ製YAGレーザー加工機(1000mm×1000mmクラスの繊細な加工に対応)を保有し、素材や板厚、要求精度に応じて加工方式を組み合わせています。曲げには小松製作所製80トン・24尺プレスブレーキやサーボプレスブレーキを用い、レーザ溶接機による薄板の歪みを抑えた溶接まで一貫対応します。
方式選定の考え方は素材ごとに異なるため、図面の段階からの相談が確実です。レーザー切断の概要はレーザー加工のページもご覧ください。具体的な板厚や素材が決まっている場合は、お問い合わせからご相談ください。
お問い合わせはこちら加工事例と当社の対応
レーザー切断の使い分けは、実際の加工事例を見ると理解が進みます。当社で対応した板金・レーザー加工の事例から、素材や加工内容の異なる例を紹介します。
- SUS304薄板のCO2・YAGレーザー切断:ステンレス薄板を素材特性に合わせて切断した事例
- A5052アルミのレーザー切断とタップ加工:反射材であるアルミを切断し後工程まで対応した事例
- 極薄ステンレスのYAG微細穴加工:細いビームを生かした微細穴あけの事例
素材も板厚も一品ごとに異なるため、最適な方式は加工内容によって変わります。試作1個からの相談にも、加工内容にもよりますが、まずはご相談を承っています。図面が固まっていない段階でも、現場視点で加工方法をご提案します。
レーザー方式の選び方をさらに詳しく知りたい方は、CO2レーザーとYAGレーザーの違いやUVレーザーとCO2レーザーの違いもあわせてご覧ください。
お問い合わせはこちら