フィルタやセンサ部品の図面を前に、「この穴径と板厚で本当に抜けるのだろうか」と迷った経験はないでしょうか。ステンレスの微細穴加工は、穴を小さくするほど、また板を厚くするほど難易度が跳ね上がります。さらに穴位置精度や真円度、バリの有無まで含めて考えると、どこまでが現実的な加工範囲なのか判断に悩む場面は少なくありません。本記事では、φ0.1mm級の微細穴と精密なステンレスプレート加工をテーマに、穴径と板厚の関係(アスペクト比)、レーザー方式の選び方、精度の目安、そして用途別の事例までを技術的な視点で整理します。
ステンレス微細穴・精密プレート加工の難しさ
ステンレス(SUS)は耐食性に優れ、フィルタ・スクリーン・センサ部品・治具プレートなど精密部品の素材として広く使われます。一方で、微細な穴をきれいに、しかも数多く正確にあけるには、いくつかの技術的な壁が存在します。まずは「なぜ難しいのか」を構造的に理解しておくと、図面づくりや仕様検討がスムーズに進みます。
微細穴のアスペクト比の壁
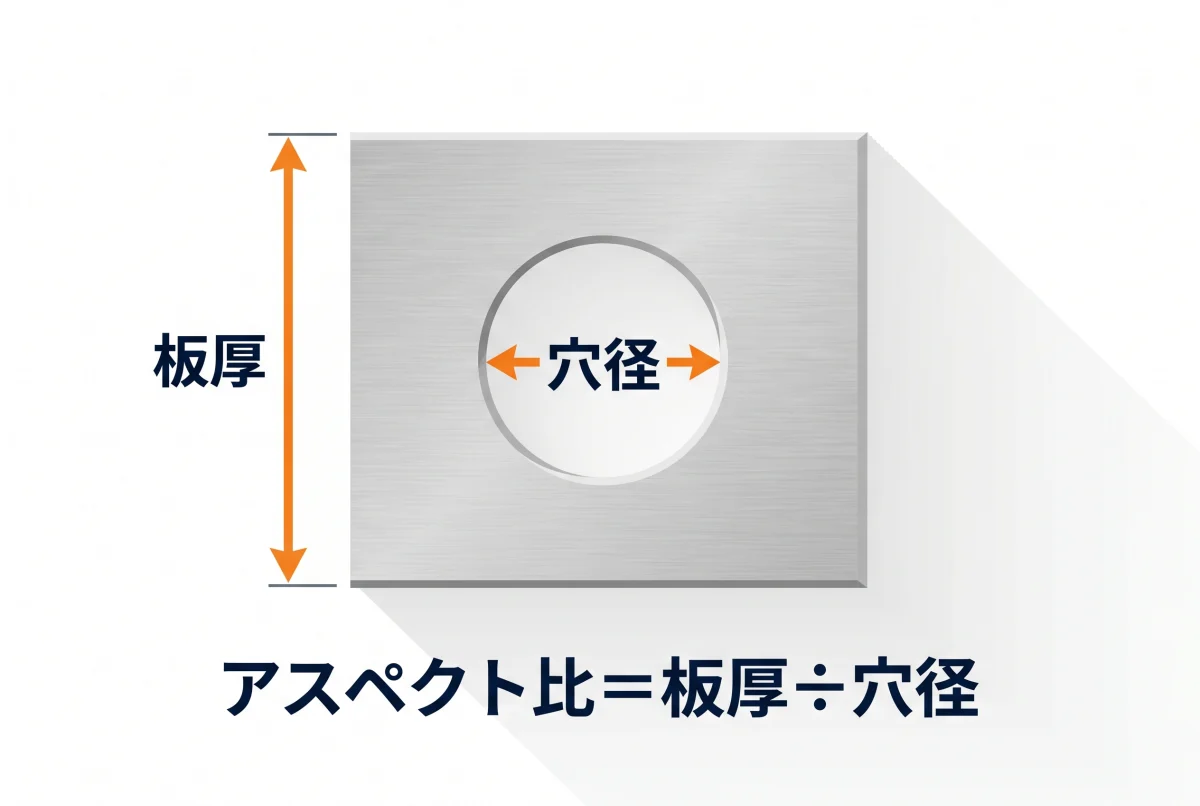
微細穴加工を語るうえで欠かせないのがアスペクト比(穴の深さ÷穴径の比率)という考え方です。たとえば板厚1.0mmの板にφ0.5mmの穴をあければアスペクト比は2、φ0.1mmならアスペクト比は10に達します。比率が大きくなるほど、穴の奥まで均一にエネルギーや工具を届かせることが難しくなります。
レーザー加工の場合、薄い板ほど小さな穴をあけやすく、板が厚くなると同じ穴径を保つのが難しくなります。これは入口側と出口側で熱の広がり方が変わり、穴がテーパ状(円錐状にすぼまる形)になりやすいためです。そのため「最小穴径は板厚との関係で決まる」と理解しておくことが、現実的な仕様検討の第一歩となります。
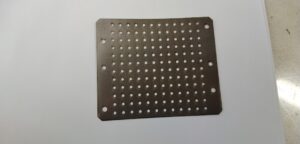
実際、極薄ステンレスへのφ0.1mm級の微細穴は極薄ステンレスへのYAGレーザー微細穴加工の実例があり、φ0.1mmから対応した実績があります。ただし板厚が増すほど条件は厳しくなるため、穴径と板厚はセットでご相談いただくのが確実です。
穴位置精度と真円度
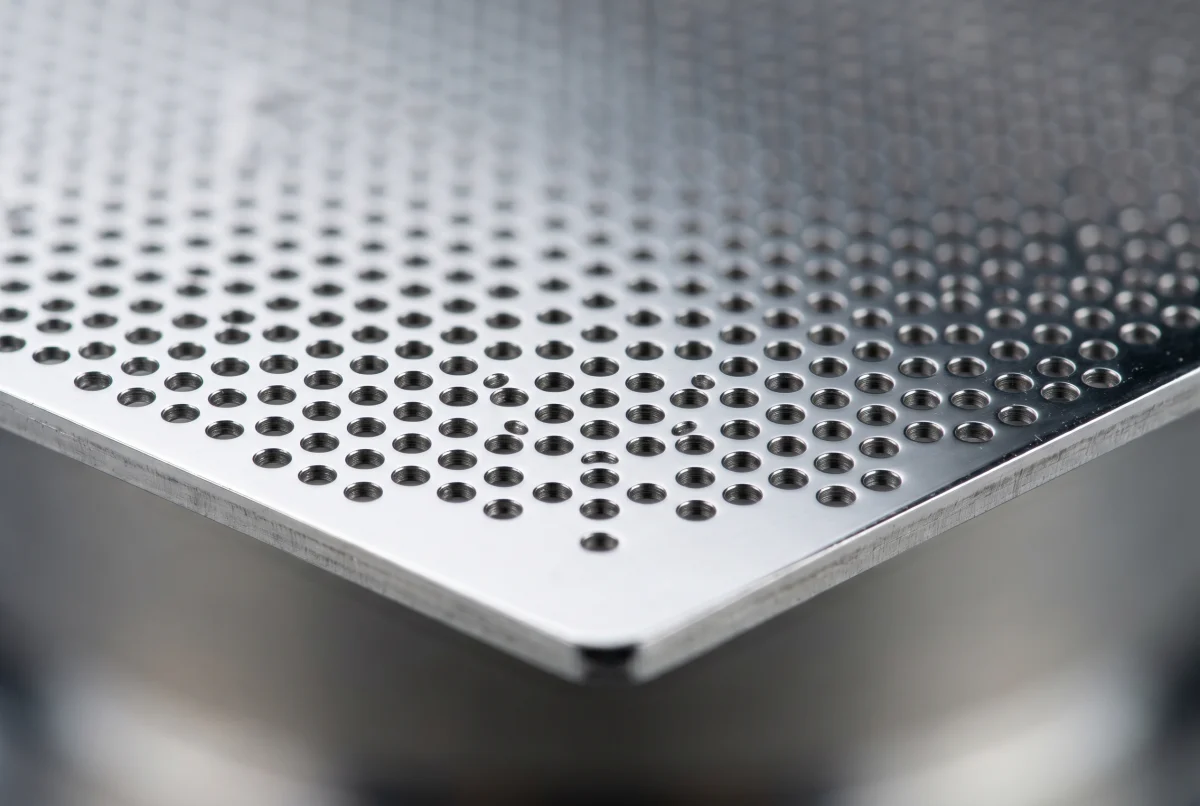
微細穴は「あく」だけでは不十分で、設計どおりの位置に、設計どおりの丸さであくことが求められます。穴位置精度とは、基準からの座標のずれの小ささを指し、フィルタやスクリーンのように多数の穴を等ピッチで並べる用途では特に重要です。位置がわずかにずれると、流量分布やパターンの均一性に影響します。
真円度(穴の断面がどれだけ正確な円に近いか)も、流体や光、ワイヤなどが通る穴では機能に直結します。レーザー加工では、集光スポットの品質やアシストガスの条件、加工速度のバランスで真円度が変わります。微細になるほど熱影響のわずかな差が形状に出やすく、条件出しの丁寧さが品質を左右します。
こうした精度の作り込みは、加工機の能力だけでなく、図面上の公差指示と現場の条件出しの両輪で成り立ちます。YAGレーザー加工の基礎もあわせて参照すると、なぜ微細加工に向くのかが理解しやすくなります。
バリ・ドロス・熱影響
微細穴・精密プレート加工で見落とされがちなのが、穴まわりの後始末です。レーザー切断では、溶融した金属が裏面に付着してドロス(切断時に裏面へ垂れ固まる溶融金属)になったり、エッジにバリ(加工で生じる微小な突起)が残ったりします。微細穴ではこのわずかな付着物でも、穴の有効径を狭めたり通液性を損なったりします。
- ドロス: 板厚やアシストガス条件で増減する。除去には追加工程が必要になる場合がある
- バリ: エッジに残る微小な突起。組付けや通液の妨げになる
- 熱影響部(HAZ): 加工熱で材料の性質が変化する領域。耐食性や硬さに影響しうる
ステンレスは熱伝導率が比較的低く(おおむね16W/m·K前後)、熱がこもりやすい材料です。だからこそ、熱影響を抑える加工条件と方式選びが、仕上がりの差になって表れます。とりわけ薄板の微細穴では、わずかな熱の偏りが穴形状や周辺の変色として現れやすく、加工後の確認も重要です。次章では、その方式選びを具体的に見ていきます。
なお、こうした課題は穴径が小さくなるほど顕在化します。φ1mm前後であれば多くの方式で安定して加工できますが、φ0.1mm級に近づくほど、集光性能・条件出し・後処理のすべてが品質に効いてきます。難易度の段階を踏まえて方式と工程を選ぶことが、結果として歩留まりと精度の両立につながります。
微細穴に適したレーザー方式|YAGが選ばれる理由
微細穴加工に使われる代表的な方法には、YAGレーザー、ファイバーレーザー、CO2レーザー、そしてパンチ(金型)加工があります。それぞれ得意な領域が異なり、穴径・板厚・数量・コストのバランスで選び分けます。とりわけ、ステンレス薄板の微細穴では波長の短いYAGレーザーが選ばれやすい傾向があります。
YAGレーザーは波長が約1.06μmと短く、金属への吸収率が高いのが特徴です。微細なスポットに集光しやすいため、小さな穴を精度よくあけるのに向いています。当社ではアマダ製YAGレーザー加工機で、1000mm×1000mmクラスの繊細な加工に対応しています。一方、4尺×8尺(約1,219mm×2,438mm)の大型板材は日平トヤマ製CO2レーザー加工機が担い、用途に応じて使い分けています。
| 方式 | 得意な穴径・板厚 | 微細穴適性 | 向く用途 |
|---|---|---|---|
| YAGレーザー | 薄板の微細穴(φ0.1mm級〜) | 高い | フィルタ・センサ・精密プレート |
| ファイバーレーザー | 薄〜中厚板の高速切断 | 中〜高 | 量産的な切断・中穴 |
| CO2レーザー | 中厚板・大型板材の切断 | 中 | 大型プレート・一般切断 |
| パンチ(金型) | 同一形状の量産穴 | 形状依存 | 同一パターンの大量生産 |
波長や方式ごとの違いをより詳しく知りたい場合は、CO2レーザーとYAGレーザーの違いもご覧ください。どの方式が最適かは、穴径・板厚・数量・要求精度の組み合わせで変わります。判断に迷う場合は、内容にもよりますが、まずはご相談を承っています。

加工できる穴径・板厚・精度の目安
「どこまで小さい穴があくのか」「どこまで厚い板に対応できるのか」は、最も多くいただく質問のひとつです。ここでは目安となる範囲を整理しますが、いずれも板厚・材質・形状・数量によって変わるため、確定値ではなく検討の出発点としてお考えください。
穴径と板厚の関係
前述のとおり、微細穴は板が薄いほどあけやすく、厚いほど条件が厳しくなります。極薄のステンレスであればφ0.1mmから対応した実績がありますが、板厚が増すにつれて最小穴径は大きくなる傾向です。これはアスペクト比の制約によるもので、物理的に避けられない関係です。
薄板の切断限界そのものについては、SUS304薄板の板厚別切断限界でも整理しています。微細穴の可否は、この切断限界に加えてアスペクト比の条件が重なるとお考えいただくと分かりやすいでしょう。
精度・公差の目安
穴位置や寸法の公差は、用途に応じて指示します。一般的な板金部品では、特に指示のない寸法にJIS B 0405(普通公差)を適用することが多く、精密な部位には個別に厳しい公差を図面で指定します。微細穴では、穴径そのものの公差に加えて、位置度や真円度の指示があると、要求品質を正確に共有できます。
| 項目 | 目安の考え方 | 備考 |
|---|---|---|
| 最小穴径 | φ0.1mmから対応実績(薄板) | 板厚が増すほど大きくなる |
| 板厚 | 薄板を中心に精密加工 | 穴径との関係で可否が決まる |
| 普通公差 | JIS B 0405を基準に運用 | 精密部は個別指示 |
| 真円度・位置度 | 用途に応じ図面で指示 | 条件出しで作り込む |
これらはあくまで目安です。実際の可否は図面を拝見して判断しますので、内容にもよりますが、まずはご相談ください。
用途別の事例|フィルタ・スクリーン・センサ・治具プレート
微細穴・精密プレート加工は、機能部品として幅広い用途で使われます。ここでは代表的な用途と、実際の加工事例を紹介します。それぞれ求められる品質のポイントが異なるため、用途を共有いただくと最適な条件をご提案しやすくなります。
フィルタ・スクリーン用途
多数の微細穴を等ピッチで並べるフィルタやスクリーンでは、穴位置精度と穴径のばらつきの小ささが機能を左右します。流量分布の均一性が求められるため、真円度やバリの管理も重要です。極薄板への高密度な微細穴は、極薄ステンレスへのYAGレーザー微細穴加工のような繊細な加工が活きる領域です。
センサ部品・治具プレート用途
センサ部品や治具プレートでは、穴位置の正確さと板自体の平面度・寸法精度が問われます。薄板のステンレスを精密に加工した例としては、SUS304薄板のCO2・YAGレーザー加工があります。プレート状の部材に穴・切り欠き・タップを組み合わせる構成も多く、後述の二次加工との一貫対応が効いてきます。
SUSプレートにレーザーカットとタップを組み合わせた中厚板の例はSUSプレートのレーザーカット+タップ加工、アルミ材での多品種小ロット対応はA5052アルミのレーザー切断+タップ加工が参考になるでしょう。材質や数量に応じて方式と工程を組み立てます。
用途に合わせた最適な加工方法をご提案します。図面が固まっていない段階でも構いませんので、お気軽にご相談ください。
お問い合わせはこちら二次加工まで一貫対応|タップ・ザグリ・曲げ・溶接
精密プレートは、穴をあけて終わりではなく、ねじ穴や面取り、曲げ、溶接などの二次加工まで含めて一つの部品として完成します。工程が分かれて複数社にまたがると、精度の積み上げ誤差や納期の長期化が起こりがちです。一貫対応には、こうしたリスクを抑えられる利点があります。
タップ・ザグリなどの穴加工
タップ(めねじ加工)やザグリ(ねじ頭を沈めるための座ぐり穴)は、プレート部品で頻出する二次加工です。レーザーで開けた下穴を基準にタップ加工まで行えば、穴位置の基準が一貫し、組付け精度を確保しやすくなります。微細穴とタップ穴が混在する図面でも、工程を一括で設計できます。
工程を分けると、加工先ごとに基準の取り方がわずかに異なり、誤差が積み上がることがあります。下穴からタップ、面取りまでを一つの流れで管理すれば、こうした基準の食い違いを抑えられます。微細穴の精度を活かすうえでも、二次加工までを見据えた工程設計が有効です。
曲げ・溶接との組み合わせ
プレートを箱形やブラケット形状に仕上げる場合は、曲げや溶接が加わります。当社では小松製作所製の80トン・24尺プレスブレーキやサーボプレスブレーキで曲げに対応し、薄板の歪みを抑えたいケースではレーザ溶接機を用います。TIG溶接機や半自動溶接機も備え、形状や材質に応じて使い分けます。
切断から曲げ・溶接までの一貫した流れは、レーザー加工のサービスページでも紹介しています。複数工程をまとめることで、精度と納期の両面で利点が生まれます。
微細穴・精密プレート加工を依頼する際のポイント(図面・公差指示)
最後に、微細穴・精密プレート加工をスムーズに進めるための実務的なポイントを整理します。図面と要求品質の伝え方次第で、見積もりの精度も仕上がりの一致度も大きく変わります。
図面・公差の指示で押さえたいこと
- 穴径だけでなく、板厚・材質(SUS304など)を明記する
- 機能上重要な穴には、位置度・真円度・穴径公差を個別に指示する
- 普通公差はJIS B 0405など基準を明示しておく
- バリやドロスの許容、エッジ処理の要否を伝える
- 数量(試作1個から量産まで)と納期感を共有する
これらが揃っていると、加工方式の選定から条件出しまでが的確に進みます。図面がラフな段階でも、機能や用途を共有いただければ、最適な仕様を一緒に詰めることができます。
試作・多品種小ロットへの対応
新規開発の試作では、まず1個だけ作って評価したいという場面も多いものです。当社は多品種小ロット・試作を得意とし、レーザー加工の段取りを活かして小さな数量にも柔軟に対応します。材質もSUS304に限らず、ご相談に応じて検討します。
微細穴の可否や精度の目安は、図面を拝見して判断するのが確実です。内容にもよりますが、まずはご相談を承っています。お問い合わせからお気軽にお声がけください。
お問い合わせはこちら