埼玉県や首都圏でレーザーカット・板金加工の依頼先を探していると、「どこに頼めば素材や板厚に対応できるのか」「切断だけでなく曲げや溶接までまとめて任せられるのか」で迷った経験はないでしょうか。とくに少量の試作や、図面が手元にない段階での相談は、依頼先を選びづらいものです。この記事では、埼玉県川口市で精密板金とレーザー加工を手がける現場の視点から、依頼先を選ぶときの視点、対応できる加工と素材、一貫対応のメリット、そして発注の流れまでを順に整理します。専門用語にはそのつど平易な説明を添えるので、初めて板金加工を発注する方にも判断材料としてお使いいただけます。
埼玉でレーザーカット・板金加工の依頼先を選ぶときの視点
依頼先選びでまず確認したいのは、「自分の品物がその工場の得意領域に合っているか」という点です。板金加工(金属の薄い板を切る・曲げる・つなぐ加工)の工場は、それぞれ得意な素材・板厚・ロットが異なります。価格や納期だけで決める前に、技術的な相性を見ておくと、後工程でのやり直しや見積のずれを減らせます。ここでは確認すべき三つの視点を挙げます。
対応素材・板厚
最初の視点は、対応できる素材と板厚です。レーザーカットといっても、ステンレス(SUS)・アルミ・鉄(SPCCなどの軟鋼)では切断のしやすさが変わります。一般に、熱伝導率の高いアルミは反射や熱の逃げの影響を受けやすく、ステンレスは切断面の品質管理に配慮が要ります。依頼先がどの素材を主力にしているかは、仕上がりの安定度に直結します。
板厚の対応範囲も重要です。薄板(おおむね板厚3mm以下)の繊細な加工と、厚板の力強い切断とでは、適した設備が異なります。たとえば薄板の細かな加工にはアマダ製YAGレーザー加工機を、大型板材の切断には日平トヤマ製CO2レーザー加工機を使い分けます。素材と板厚の両面で「自分の品物の領域」を押さえている工場を選ぶことが、品質の安定につながります。レーザーの種類ごとの違いはCO2レーザーとYAGレーザーの違いでも詳しく解説しています。
注意したいのは、同じ「ステンレス対応」でも、SUS304とSUS430では板金加工での扱いやすさが異なる点です。素材の種類(材質)まで指定して相談できると、見積や仕上がりの認識のずれが減ります。発注先のWebサイトに加工事例が掲載されている場合は、自分の品物に近い素材・板厚・形状の事例があるかを見ておくと、相性を判断しやすくなります。
切断だけか一貫対応か
二つ目の視点は、加工の範囲です。レーザーカット(切断)だけを担う工場もあれば、曲げ(プレスブレーキによる折り曲げ)や溶接までを社内で完結できる工場もあります。製品が立体形状を持つ場合や、複数の部品を接合して一つの部品にする場合は、一貫対応できる工場のほうが管理しやすくなります。
切断だけを別の工場に頼むと、曲げや溶接のたびに別業者へ品物を移す必要が生じます。その分、輸送の手間や日数、そして工程間での認識のずれが起こりやすくなります。後述しますが、一貫対応には品質と納期の両面でメリットがあります。発注前に「どこからどこまで社内でできるか」を確認しておくと安心です。
とくに溶接が絡む品物では、一貫対応かどうかが仕上がりに影響します。溶接は熱を加える工程のため、切断や曲げの状態を踏まえて進めると歪みを抑えやすくなります。レーザ溶接機やTIG溶接機、半自動溶接機を品物に応じて使い分けます。接合方法の選択肢が社内にそろっていることも、依頼先を選ぶ際の確認ポイントの一つです。
ロット・納期・試作対応
三つ目の視点は、ロット(一度に作る数量)と納期、そして試作への姿勢です。大量生産を得意とする工場は、1個や数個といった小ロットを受けにくい場合があります。逆に、多品種小ロットや試作を日常的に扱う工場は、少量でも柔軟に対応しやすい傾向があります。
埼玉県内でも、量産中心の工場と試作・小ロット中心の工場が混在しています。試作や単品の相談が多い方は、その領域を主戦場にしている工場を選ぶと、見積や打ち合わせがスムーズに進みやすくなります。具体的な対応の考え方は、この記事の後半であらためて整理します。
あわせて確認しておきたいのが、試作から量産への移行に対応できるかどうかです。最初の数個で形状や寸法を確かめ、問題がなければ同じ工場でロットを増やせると、データや段取りを引き継げるぶん効率的です。試作と量産で発注先が変わると、そのつど仕様の伝達ややり直しが発生しがちです。長く付き合える発注先かどうかも、選定時の視点に加えておくとよいでしょう。

レーザーカットで対応できる加工と素材
レーザーカットは、高エネルギーの光を金属に集めて溶かし、その溶けた部分をガスで吹き飛ばして切る加工です。金型を使う打ち抜き加工と違い、図面のデータがあれば複雑な形状でも金型なしで切れるため、小ロットや試作と相性がよい方式です。ここでは、代表的な素材ごとの目安を表で整理します。
下の早見表は、ステンレス・アルミ・鉄について、レーザーカットでの一般的な対応イメージをまとめたものです。実際の対応板厚は設備や図面内容によって変わるため、あくまで目安としてご覧ください。
| 素材 | 主な板厚イメージ | レーザー切断の特徴 | 主な用途例 |
|---|---|---|---|
| ステンレス(SUS304 等) | 薄板〜中板 | 耐食性が高く切断面の品質管理が要点。窒素切断で酸化を抑えやすい | 食品・医療機器、外装、ダクト |
| アルミ(A5052 等) | 薄板〜中板 | 軽量で熱が逃げやすく反射の配慮が必要。設備選定が品質を左右 | 筐体、放熱部品、軽量部品 |
| 鉄(SPCC・SECC 等) | 薄板〜厚板 | 切断しやすくコスト面で扱いやすい。酸化皮膜(黒い膜)の管理が要点 | 架台、ブラケット、構造部品 |
ステンレスの板金についてはSUS304薄板の板厚別切断限界でさらに踏み込んで解説しています。素材の選定に迷う場合も、用途と求める精度をお伝えいただければ、適した素材や板厚を一緒に検討します。
レーザーの方式によっても、得意な領域が分かれます。次の表は、使い分けている二つのレーザー加工機の特性を整理したものです。
| 設備 | 対応サイズの目安 | 得意な領域 |
|---|---|---|
| 日平トヤマ製 CO2レーザー加工機 | 4尺×8尺(約1,219mm×2,438mm)の大型板材 | 大判の板材からの切り出し、まとまった枚数の切断 |
| アマダ製 YAGレーザー加工機 | 1000mm×1000mmクラス | 薄板の繊細な加工、細かい形状の切断 |
このように、大型板材はCO2レーザー、繊細な加工はYAGレーザーと役割を分けることで、品物に応じた切断品質を保ちやすくなります。それぞれの違いをより詳しく知りたい方はYAGレーザーの解説もあわせてご覧ください。レーザー加工全般のサービス内容はレーザー加工のページにまとめています。
レーザーカットで気をつけたいのが、切断面の品質です。切断条件が合っていないと、切り口に「バリ」(加工で生じる小さな突起)や「ドロス」(裏面に付着する溶融金属の残り)が出ることがあります。これらが残ると後工程での手直しが増えるため、依頼先がどの程度まで切断面を仕上げてくれるかも確認しておくと安心です。素材や板厚に応じて切断条件を調整できる工場ほど、安定した切断面が得られやすくなります。
切断〜曲げ〜溶接の一貫対応のメリット
板金部品の多くは、切るだけでは完成しません。平らな板を曲げて立体にし、必要に応じて溶接でつなぐことで、はじめて一つの部品として完成します。この切断・曲げ・溶接を一つの工場で完結できると、品質と納期の両面で利点が生まれます。ここでは二つの観点から説明します。
中間物流コスト・歪み管理
切断・曲げ・溶接を別々の工場に分けると、工程ごとに品物を運ぶ必要があります。輸送のたびに費用と日数がかさみ、運搬中の擦り傷や変形のリスクも増えます。一貫対応であれば、こうした中間物流のコストと時間を抑えやすくなります。
もう一つの利点は、歪み(ひずみ:加工による寸法や平面のずれ)の管理です。とくに溶接は熱を加えるため、薄板では歪みが出やすい工程です。レーザ溶接機を用いれば薄板の歪みを抑えた溶接に取り組めますが、切断から溶接までを同じ工場で見られると、前工程の状態を踏まえた歪み対策がしやすくなります。工程をまたいで品質を一貫して見られることが、一貫対応の大きな価値です。
工程が分かれていると、不具合が出たときの原因の切り分けも難しくなりがちです。切断の工場と溶接の工場が別だと、どの工程に起因する問題かを特定するのに時間がかかることがあります。一貫対応であれば、切断・曲げ・溶接の各工程を同じ目線で確認できるため、原因の把握と対策が早く進みやすくなります。とくに精度が求められる品物ほど、この一貫した品質管理が効いてきます。
単品・小ロットでの強み
一貫対応は、単品や小ロットの品物でこそ強みを発揮します。少量の品物を複数の工場に分けて頼むと、それぞれで最小ロットや段取り費が発生し、割高になりがちです。一つの工場で完結すれば、こうした重複を避けやすくなります。
たとえばチラー用ステンレスダクトの加工事例では、切断・曲げ・溶接を単品で一貫対応しました。複数工程をまたぐ品物ほど、一貫対応のメリットが効いてきます。曲げ工程には小松製作所製の80トン・24尺プレスブレーキを用い、大型部品の曲げにも対応しています。多品種小ロットの実績はA5052アルミの多品種小ロット加工事例もご覧ください。
短納期・小ロット・試作への対応
「明日までに数個だけほしい」「まず試作を一つ作って評価したい」——こうした要望は、量産を前提とした工場では受けにくいことがあります。一方で、多品種小ロットや試作を日常的に扱う工場であれば、少量・短納期の相談にも柔軟に向き合いやすくなります。
レーザーカットは金型を使わないため、図面データさえあれば1個からでも切り出せる方式です。試作段階で形状を何度か変えたい場合も、金型を作り直す必要がないぶん、変更に対応しやすいという特徴があります。実際の薄板の精密加工としてはSUS304薄板の加工事例のような実績があります。
ただし、納期や数量への対応可否は品物の内容によって変わります。形状の複雑さ、素材、板厚、要求精度、そのときの工場の稼働状況によって、最短でいつ仕上がるかは一様ではありません。当社では、無理に「何でもできます」とお答えするのではなく、内容にもよりますが、まずはご相談を承る形をとっています。図面や品物の写真をお送りいただければ、対応可否と現実的な納期を具体的にお伝えします。
お問い合わせはこちら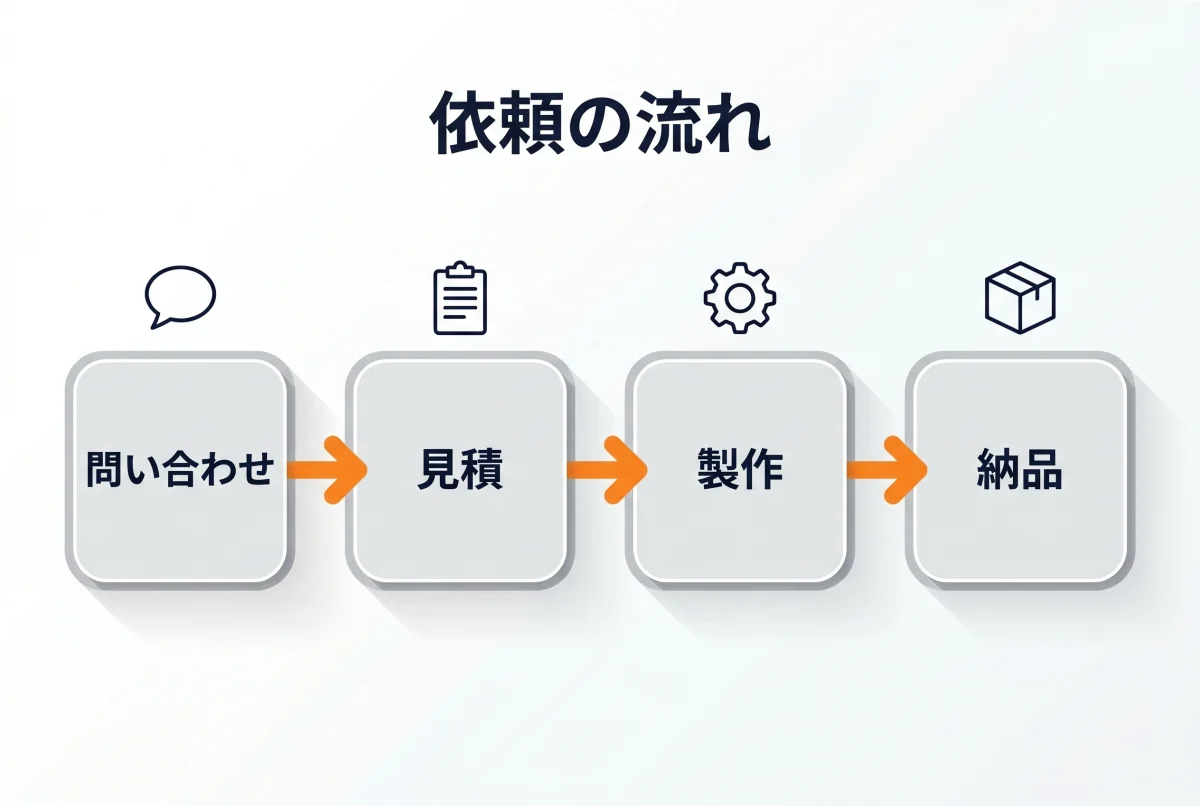
川口市から首都圏へ|立地とアクセス
発注先を選ぶうえで、工場の立地も見落とせない要素です。打ち合わせや現物確認、急ぎの引き取りなどを考えると、アクセスのよさは実務上の利点として働きます。当社は埼玉県川口市峯530-2に拠点を構えており、東京都心からのアクセスが良好な立地です。
埼玉・東京エリアの対応
川口市は埼玉県の南端に位置し、東京都と隣接しています。そのため、埼玉県内はもちろん、東京都や首都圏一帯のお客様からのご相談にも対応しやすい立地です。地理的に近いと、打ち合わせや試作品の受け渡しがしやすく、認識のすり合わせも進めやすくなります。
遠方の方からのお問い合わせも歓迎しています。図面データのやり取りや配送を活用すれば、距離が離れていても加工自体は問題なく進められます。まずは品物の内容をお聞かせください。
立地が近いことは、急ぎの案件や試作の評価でとくに効いてきます。試作品を実際に手に取って確認し、その場で次の改良点を相談する、という進め方がしやすくなるためです。Webや電話だけでは伝わりにくい寸法感や質感も、現物を前にすれば認識を合わせやすくなります。
図面なし・現物相談
「図面はないが、現物を真似て作ってほしい」「手書きのスケッチしかない」という相談も少なくありません。板金加工の現場では、こうした図面のない状態からの相談はよくあるケースです。現物やスケッチ、写真をもとに、必要な寸法を読み取りながら形にしていく進め方も可能です。
もちろん、内容によっては図面化や寸法確認に時間を要する場合もあります。それでも、図面がないからと諦める前に、まずは現物や写真を見せていただくところから始められます。創業以来、試作や図面のない相談を数多く手がけてきた経験を生かし、現場視点で実現方法を一緒に考えます。
依頼時に用意するとスムーズなもの|発注の流れ
最後に、実際に依頼する際の流れと、用意しておくとスムーズなものを整理します。事前に情報がそろっているほど、見積や打ち合わせが早く進みます。とはいえ、すべてが完璧にそろっていなくても問題ありません。足りない部分は相談しながら埋めていけます。
用意しておくと打ち合わせが進めやすい情報は、次のとおりです。
- 図面データ(PDF・DXFなど)、または現物・手書きスケッチ・写真
- 素材の希望(ステンレス・アルミ・鉄など)と板厚
- 必要な数量(1個から、または小ロットなど)
- 希望納期、用途や使用環境
- 表面処理や仕上げの要望(あれば)
発注の大まかな流れは、お問い合わせ → 内容確認・お見積り → 製作 → 納品、という順で進みます。お問い合わせの段階で図面や写真を共有いただくと、見積の精度が上がります。見積内容にご納得いただいたうえで製作に入りますので、いきなり費用が発生することはありません。
図面データの形式は、PDFのほかDXFなどのCADデータがあると、寸法の読み取りや切断データへの変換がスムーズです。データがない場合でも、現物や手書きスケッチから進められますので、形式が整っていないことを理由に発注をためらう必要はありません。素材の指定が決まっていない段階でも、用途や使用環境を伝えていただければ、適した素材や板厚を一緒に検討できます。
見積の際には、数量によって単価が変わる点も押さえておくとよいでしょう。一般に、レーザーカットは段取りにかかる手間が固定的にかかるため、1個あたりの単価は数量が少ないほど高くなりやすい傾向があります。試作で1個だけ、その後にまとまった数量で、という段階的な発注も相談できますので、想定している使い方をあわせてお知らせください。
過去の加工事例としては、チラー用ステンレスダクトの単品一貫加工、A5052アルミの多品種小ロット加工、SUS304薄板の加工などがあります。素材・ロット・工程の組み合わせは品物ごとに異なりますので、近い事例があれば判断の参考にしてください。
埼玉・首都圏でレーザーカットや板金加工の依頼先をお探しでしたら、内容にもよりますが、まずはお気軽にご相談ください。図面の有無や数量にかかわらず、現実的な進め方をご提案します。詳しくはお問い合わせのページからご連絡いただけます。
お問い合わせはこちら用ダクト-300x144.jpg)