用ダクト-400x300.jpg) レーザー切断
レーザー切断
SUS304ステンレス箱体のレーザー溶接|歪みを抑えた精密板金

SUS304ステンレスを使用した箱体を、ファイバーレーザー溶接で製作した精密板金加工の事例です。天板に複数の角穴をもつ薄板構造でありながら、入熱コントロールと溶接順序の工夫によって歪みを抑え、外観品質と寸法精度を両立しました。1973年(昭和48年)設立の当社は、50年以上にわたりステンレスを中心とした金属加工に取り組んでいます。
SUS304ステンレス箱体レーザー溶接の製品概要
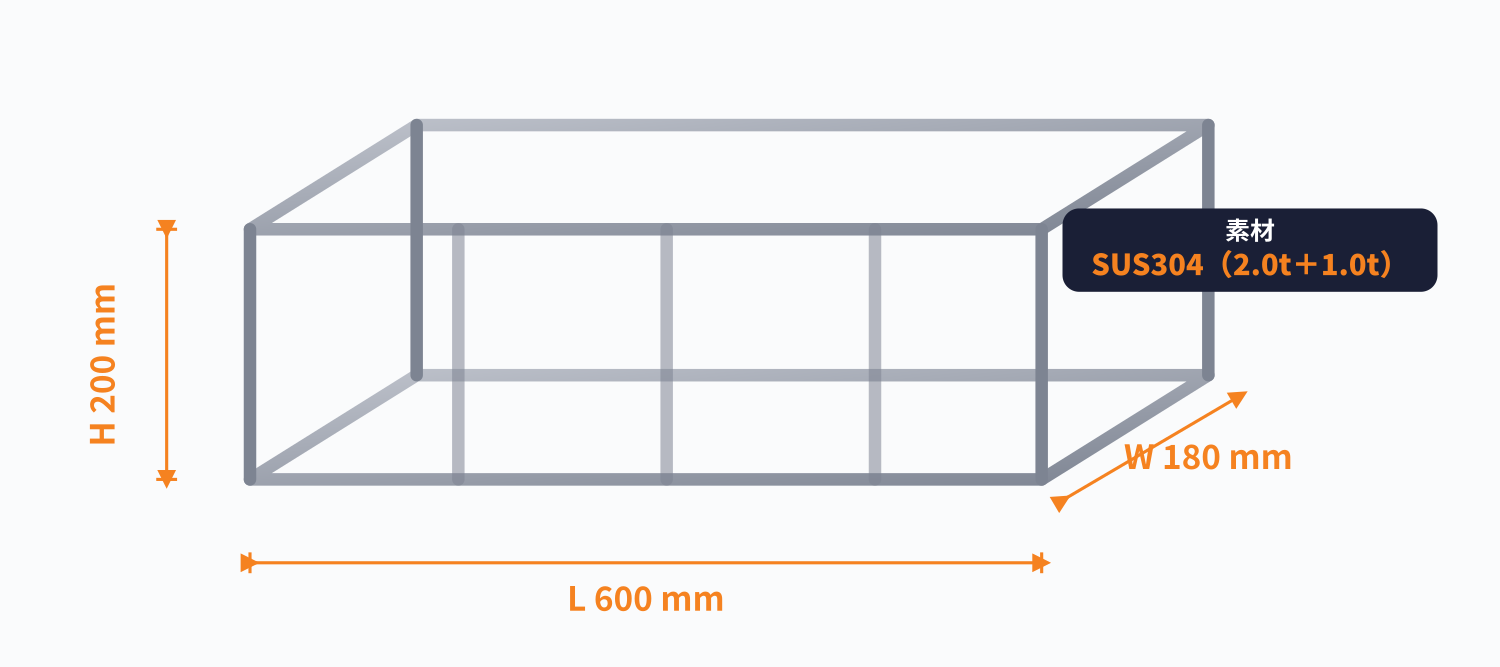
本製品は、2.0tのSUS304板材で箱体の本体を構成し、1.0tの天板をレーザー溶接で接合する構造です。天板には複数の角穴が設けられており、溶接の入熱で歪みが発生しやすい難度の高い形状でした。
天板の歪みを抑えるレーザー溶接の強み
レーザー溶接は、一般的なTIG溶接に比べて熱影響範囲が小さく、薄板の歪みを抑えやすい工法です。それでも箱体のような閉じた構造では熱が逃げにくく、溶接の進め方ひとつで仕上がりが大きく変わります。本事例では溶接箇所を分散させながら少しずつ進めることで、天板の歪みを最小限に抑えました。素材ごとの溶接適性については対応素材のご案内もご覧ください。
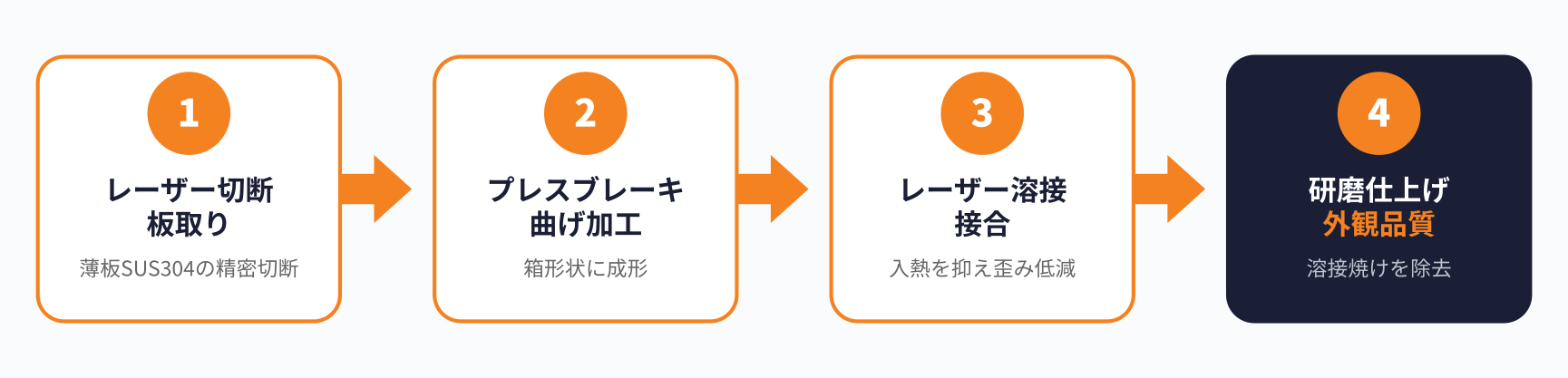
加工工程①:SUS304薄板のレーザー切断
はじめに、本体と天板に使うSUS304板材をレーザーで精密に切断します。天板の角穴もこの工程で抜き加工します。当社のレーザー加工の詳細は技術情報ページで紹介しています。
加工工程②:プレスブレーキによる曲げ・箱組み
切断した板材をプレスブレーキで曲げ、箱形状に成形します。曲げ精度がそのまま溶接時の合わせ精度につながるため、寸法管理を徹底しています。保有設備は設備紹介ページでご確認いただけます。
加工工程③:レーザー溶接と研磨による仕上げ
箱形状に組んだ部材をレーザー溶接で接合します。ステンレスの溶接では接合部に酸化による溶接焼けが発生するため、本製品では溶接部の焼けを丁寧に研磨し、素材本来の光沢に近づける研磨仕上げを行いました。外観品質が求められる製缶品でも安心してご依頼いただけます。
設計から仕上げまで社内一貫で対応
当社は埼玉県川口市の自社工場で、レーザー切断・曲げ・溶接・研磨仕上げまでを社内一貫で行っています。工程間の受け渡しロスがないため、薄板ステンレスのような歪みやすい製品でも品質を作り込みやすく、単品・試作でも短納期に対応できます。詳しくは当社の強みをご覧ください。
関連する製作事例・対応業界
食品機械や産業機械、装置部品といった分野向けに、ステンレス製缶・溶接の製作実績があります。類似の事例もあわせてご覧ください。
- SUS製缶品・箱形状のステンレス レーザー溶接|小ロットから量産まで対応
- SUSステンレス箱の薄板製缶溶接|カスタム仕様と小ロット製作に対応
- SUSシューターのレーザー溶接|歪みを抑えた薄板ステンレス加工
よくあるご質問
Q. 1個や試作でも対応してもらえますか?
A. はい。当社は単品・試作から小ロットまで対応しています。本事例も1個からの製作です。図面1枚からお気軽にご相談ください。
Q. ステンレスの溶接焼けはどの程度きれいになりますか?
A. 溶接焼けは研磨仕上げによって素材本来の光沢に近づけます。外観品質が求められる製品にも対応しています。
Q. 薄板でも歪みを抑えられますか?
A. レーザー溶接は熱影響が小さいため薄板の歪みを抑えやすい工法です。さらに溶接順序と入熱量を管理することで歪みを最小限にします。
Q. 対応できる板厚や寸法の目安は?
A. 本事例はSUS304の1.0t〜2.0t、L600×W180×H200mmです。板厚・寸法のご相談は個別に承りますのでお問い合わせください。
ステンレス箱体・レーザー溶接のご相談は巴製作所へ
歪みを抑えたステンレス箱体の製缶・溶接、外観品質が求められる精密板金加工は、巴製作所にお任せください。会社概要をご確認のうえ、お問い合わせフォームよりお気軽にご連絡ください。

Contact
お問い合わせ・ご相談
レーザー光線加工のことならお気軽にご相談ください。お見積り、加工のご相談など、お電話またはお問い合わせフォームよりお問い合わせください。
受付時間 | 平日 8:30–17:30(土日祝休)